
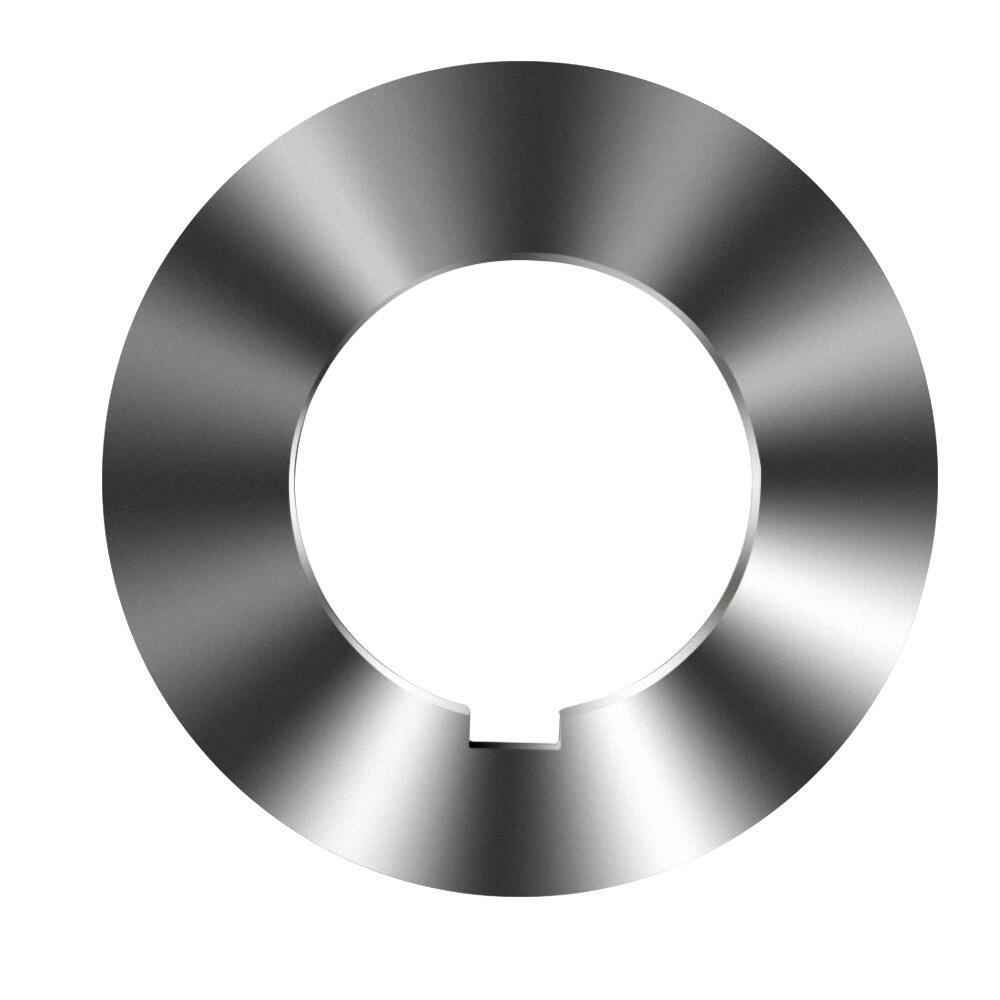
Sirkulær metallslittingkniv
Denne sirkulære metallslittingsskjæreren er laget av nøye utvalgt høykvalitetsstål. Gjennom nøyaktig smeding og fremragende varmebehandlingsprosesser, har den høy hardhet og sterke motstands egenskaper. Skjærkanten er skarp og nøyaktig, noe som tillater effektiv slitting av metallruller, og den brukes mye i industrier som metallbehandling.
- Oversikt
- Anbefalte produkter

Vanlige materiale typer
| Materiale | Klassisk merke | Hardhet | Egenskaper og anvendbare scenarier |
| Verktøystål | SK5, SK7 | 55-60 | Det har lav kostnad og en skarp skjæringskant. Det er egnet for lavhastighets-skjæring (< 50m/min) av bløte metaller (lavkarbonstål, kobber). |
| Høyhastighetsstål (HSS) | M2, M42 | 62-68 | Det kan tåle høy temperatur (600°C) og er motstandsdyktig mot slitasje. Det er egnet for middelsnittshastighet (50-150m/min) av konstruksjonsstål, tyne edelstålplater osv. |
| Bondekarbid | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Det har ekstremt høy hardhet og motstandsdyktighet mot slitasje. Det er egnet for høyhastighets-skjæring (150-300m/min), som f.eks. kvartstål, gusjert stål og tykke edelstålplater. |
Vanlige dimensjoner, modeller og spesifikasjoner
Generelle spesifikasjoner
| Normer | Område (Vanlige verdier) | Gjelder for materialer |
| Diameter (Φ) | 50-600mm (Den vanlig brukte verdien er 100-400mm.) | For tynd platerett: Φ100-200mm; For tykke plater/høyhastighetsutstyr: Φ200-400mm |
| Tynnhet (mm) | 1-10mm (Velg etter metallens tykkelse.) | For tynde plater (< 3mm): 1-3mm; for mellomtykke plater (3-10mm): 3-6mm; for tykke plater (> 10mm): 6-10mm. |
| Hull diameter (D) | 15-100mm (Tilpass diameteren på akselen til utstyret.) | De vanligste verdiene er: 20mm, 25mm, 32mm, 50mm (egnet for storskalautstyr). |
| Vinkelen på skjærkanten | Fremvinkel: -5° til +15°; Bakvinkel: 5° - 15° | For harde metaller (som kvalifisert stål): negativ skjefformvinkel (-5° til 0°); For bløte metaller: positiv skjefformvinkel (+5° til +15°) |
Skjæringskanthdesign
Flate kant: En generell type som er egnet for glatte metallflater (som aluminiumsplater og tyne plater, rostfritt stål).
Tannet kant: Øker skjæringskraften og forhindre gliding. Den er egnet for tykke plater (5mm) eller metall med høy hardhet (som kastjern).
Koatert kant: TiN (generell bruk), TiAlN (mot høy temperatur), CrN (mod korrosjon), som kan redusere friksjon og verktøyfastsetting (for eksempel ved skjæring av rostfritt stål).
Bølgeformet kant: Reduserer skjæremotstanden og er egnet for skjæring av flerlags stablede metaller (som bilplater).
Spesialspesifikasjoner
Kombinasjonskjærer: Flere deler blir stakt (som 2-5 stykker), som brukes til synkron skjæring av flertydige metaller (som ark fra distribusjonsskap).
Trappeskjærer: Skjæringskanten har en trapesform, som er egnet for å behandle metaller med ulik tykkelse (som konturlendene).
Ekstra-tynn skjærer: Med en tykkelse på mindre enn 1mm, brukes den til å skjære nøyaktige elektronikkkomponenter (som kobberfolier og aluminiumsbånd).
Velg foreslag (etter type metall som skal skjeres)
| materiale | Anbefalte materialer: | Typisk modell (Φ×T×D) | Skjæringshastighet (m/min) |
| mildt stål | Høyfartsstål (M2) / Tungkarbid (YG8) | φ150×3 mm×25 mm | 80-200 |
| rustfritt stål | Tungkarbid (YT15) + TiAlN-kovering | φ200×5 mm×32 mm | 50-150 |
| støtt jern | Tungstencarbide (YG6X) / CBN | φ250×6 mm×50 mm | 30-100 |
| Aluminiumlegering | Diamant (PCD) / Høyhastighetsstål (TiN-behandling) | φ300×4mm×50mm (Høy hastighet) | 200-500 |
Vedlikehold og forholdsregler
Det viktigste i metallskjæringsprosessen er å kjøle ned (ved bruk av vann eller olje til kjøling) for å unngå at skjæringskanten overheter, noe som kan påvirke skjæringsytelsen og tjenestelivet på skjæringsbladene. Under vanlig bruk bør dynamisk balansering gjennomføres for skjæringsblader med en diameter større enn 200mm utenfor. For skjæringsoppgaver som krever høy nøyaktighet bør balansering gjennomføres minst én gang i uken, og målinger bør tas én gang om dagen.
Livstid referanse
Høyhastighetsstål: 50-200 timer (avhenger av metallens hardhet)
Karbid: 200-500 timer (30% lengre tjenesteliv for dekkede verktøy)
CBN\/Keramikk: 500-1000 timer (i nøyaktig skjæringsscenario)
Tilpassede prosesser