
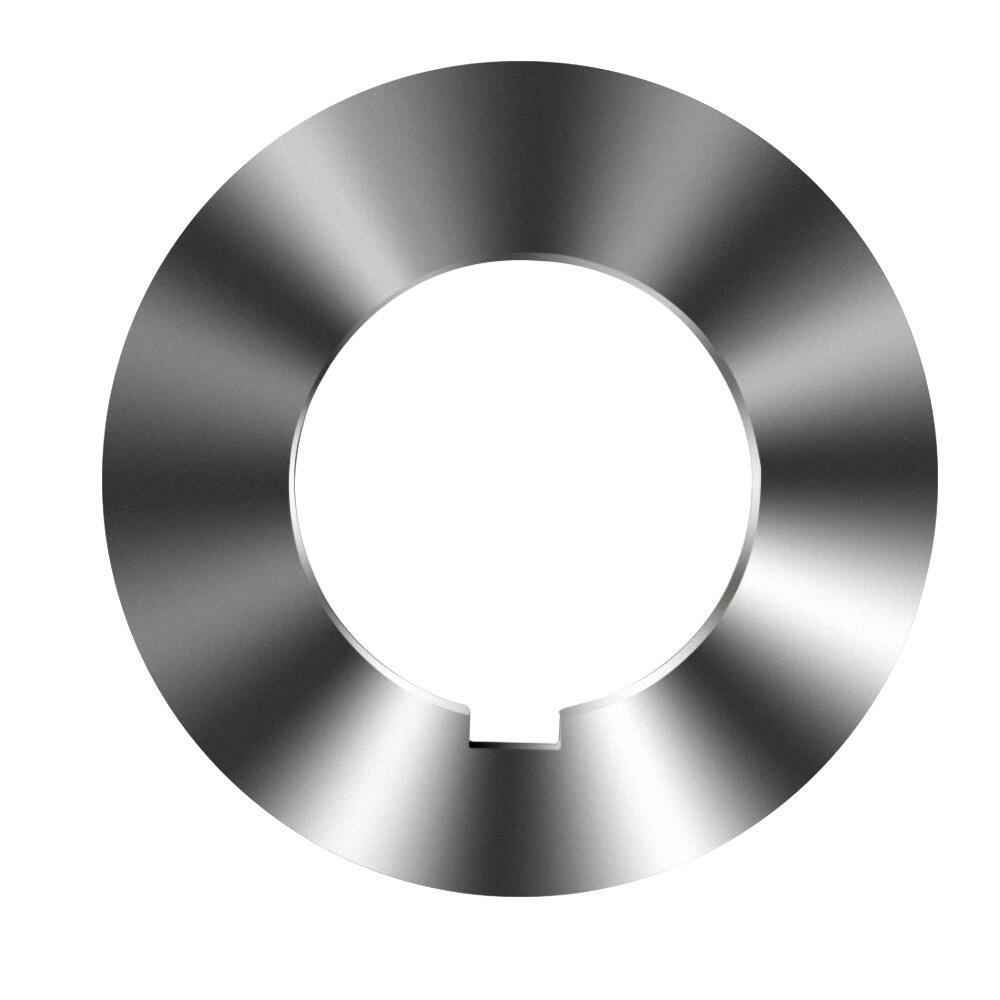
چاقوی فلزی دایرهای برای برش
این تیغ برش دایرهای فلزی از فولاد کیفیت بالایی انتخاب شده ساخته شده است. از طریق فرآیندهای دقیق ضربهزنی و پردازش گرما پیشرفته، سختی بالایی و مقاومت ضد سوزنی قوی دارد. لبه برش تیز و دقیق است و قادر به برش کارآمد دایرههای فلزی است و در صنایعی مانند پردازش فلزات به کار میرود.
- مرور کلی
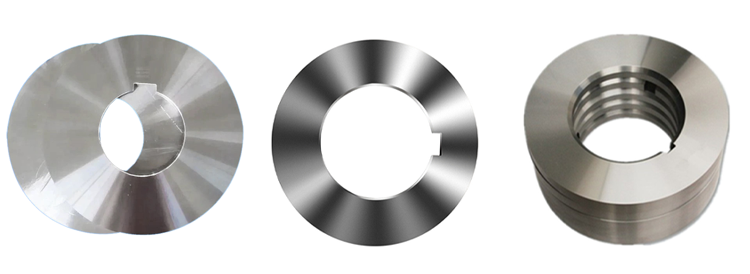
- محصولات پیشنهادی

انواع مaterial معمول
| متریال | برند کلاسیک | سختی | ویژگیها و سناریوهای قابل استفاده |
| چدنگان ابزار | SK5، SK7 | 55-60 | هزینه کم دارد و لبه برش تیز است. مناسب برای برش با سرعت پایین (< 50 متر/دقیقه) فلزات نرم (چدنی کمکربن، مس) است. |
| فولاد سرعت بالا (HSS) | M2، M42 | 62-68 | توانایی تحمل دماهای بالا (600 درجه سانتیگراد) را دارد و مقاوم به خرج شدن است. مناسب برای برش سرعت متوسط (50-150 متر/دقیقه) فولاد ساختاری، صفحات نازک فولاد راستنورد و غیره است. |
| کاربید سرامیک | YG8 (WC-Co)، YT15 | 89-93HRA (≈HRC70-75) | سختی و مقاومت برابر خرج شدن بسیار بالا دارد. مناسب برای برش سرعت بالا (150-300 متر/دقیقه) مثل فولاد سخت شده، فلز راستنورد و صفحات ضخیم فولاد راستنورد است. |
ابعاد، مدلها و مشخصات متداول
مشخصات کلی
| نرمها | محدوده (ارزشهای معمول) | مواد مناسب |
| قطر(Φ) | 50-600 میلیمتر (ارزش معمول استفاده شده 100-400 میلیمتر.) | برای برش صفحات نازک: Φ100-200 میلیمتر؛ برای صفحات ضخیم/ تجهیزات سریع: Φ200-400 میلیمتر |
| ضخامت (میلیمتر) | 1-10 میلیمتر (انتخاب بر اساس ضخامت فلز.) | برای صفحات نازک (< 3 میلیمتر): 1-3 میلیمتر؛ برای صفحات ضخیمتر (3-10 میلیمتر): 3-6 میلیمتر؛ برای صفحات بسیار ضخیم (> 10 میلیمتر): 6-10 میلیمتر. |
| قطر سوراخ(D) | 15-100 میلیمتر (همخوان با قطر محور تجهیزات.) | ارزشهای معمول استفاده شده عبارتند از: 20 میلیمتر، 25 میلیمتر، 32 میلیمتر، 50 میلیمتر (مناسب برای تجهیزات بزرگ مقیاس). |
| زاویه یال برش | زاویه راسته: -5° تا +15°؛ زاویه صافی: 5° تا 15° | برای فلزات سخت (مانند فولاد کویندید): زاویه سرپیچ منفی (-5 درجه تا 0 درجه)؛ برای فلزات نرم: زاویه سرپیچ مثبت (+5 درجه تا +15 درجه) |
طراحی لبه ی کات
لبه تخت: نوعی برای کاربردهای عمومی، مناسب برای سطوح فلزی هموار (مانند صفحات آلومینیوم و نوارهای نازک، صفحات فولاد راستنی).
لبه دندانهای: نیروی برش را افزایش میدهد و جلوگیری از لغزش میکند. مناسب برای صفحات ضخیم (5 میلیمتر) یا فلزات با سختی بالا (مانند آهن ریزه) است.
لبه پوشیده: TiN (عمومی)، TiAlN (مقاوم به دمای بالا)، CrN (مقاوم به خوردگی)، که میتواند اصطکاک و چسبندگی ابزار را کاهش دهد (برای مثال، وقتی فولاد راستنی برش میشود).
لبه موجدار: مقاومت برش را کاهش میدهد و مناسب برای برش فلزات چند لایه پیچیده شده (مانند فولاد خودرو) است.
مشخصات ویژه
براش ترکیبی: چند قطعه روی هم قرار میگیرد (مانند 2 تا 5 قطعه)، که برای برش همزمان فلزات چند لایه (مانند فولاد لایهای کابینههای توزیع قدرت) استفاده میشود.
براش پلهای: لبه برش به شکل پله است، که مناسب برای پردازش فلزات با ضخامتهای مختلف (مانند گودالهای محاط در طرحها) است.
براش فوق نازک: با ضخامت کمتر از 1 میلیمتر، برای برش قطعات الکترونیکی دقتمند (مانند فولاذ مسی و نوار آلومینیوم) استفاده میشود.
پیشنهادات انتخاب (بر اساس نوع فلز قابل برش)
| متریال | مواد پیشنهادی: | مدل معمولی (Φ×T×D) | سرعت برش (m/min) |
| فولاد ملایم | فولاد سرعت بالا (M2) / کربید تونگستن (YG8) | φ150×3 mm×25 mm | 80-200 |
| فولاد ضد زنگ | کربید تونگستن (YT15) + پوشش TiAlN | φ200×5 mm×32 mm | 50-150 |
| آهن ریخته | کربید تونگستن (YG6X) / CBN | φ250×6 میلیمتر×50 میلیمتر | 30-100 |
| آلیاژ آلومینیوم | الماس (PCD) / فولاد سریع (پوشش TiN) | φ300×4mm×50mm (سرعت بالا) | 200-500 |
نگهداری و احتیاطها
مهمترین موضوع در فرآیند برش فلز، سرد کردن آن است (با استفاده از سرمایشی آب یا روغن) تا از بخار شدن لبه برش جلوگیری شود، که میتواند بر عملکرد برش و طول عمر چاقوها تأثیر بگذارد. در حین استفاده عادی، برای چاقوهای با قطر بیشتر از 200 میلیمتر، تعادل دینامیک انجام شود. برای وظایف برشی که نیاز به دقت بالا دارند، حداقل هر هفته یک بار تعادلسازی و هر روز یک بار اندازهگیری انجام شود.
مراجعه طولانی مدت
چدن فولاد سریع: 50 تا 200 ساعت (بستگی به سختی فلز)
کربید: 200 تا 500 ساعت (30 درصد عمر کاربرد بیشتر برای ابزارهای پوشش داده شده)
CBN / سرامیک: 500 تا 1000 ساعت (در سناریوی برش دقیق)
فرآیندهای سفارشی