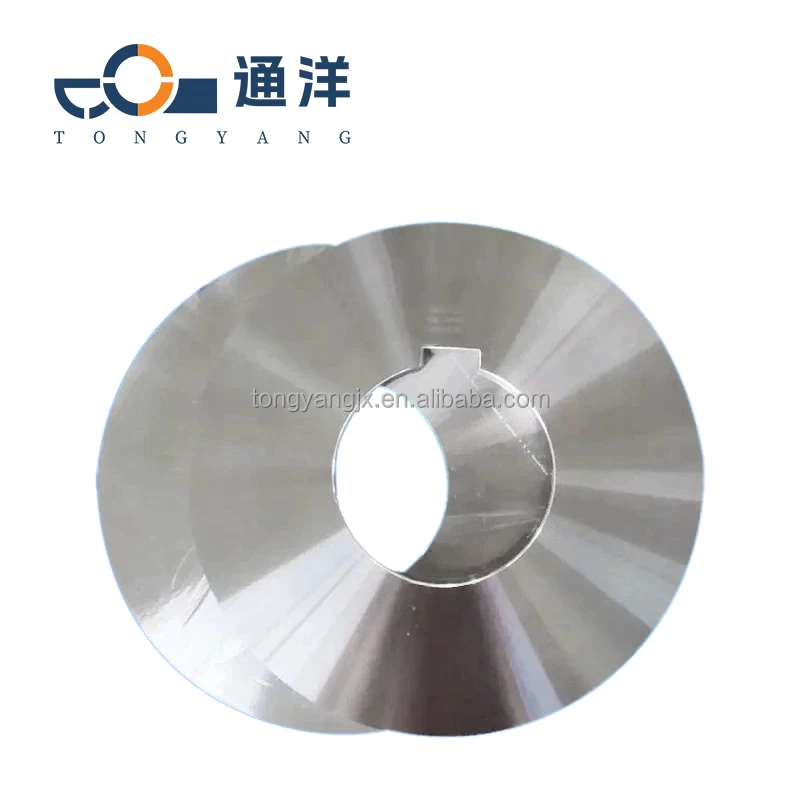
Ronde metaal spleetmes
Hierdie rond metaalsnyblaaier word gemaak van noukeurig gekose hoë-kwaliteit staal. Deur presiese smeedprosesse en gevorderde hittebehandeling prosesse, het dit hoë hardheid en sterke verslijtingsweerstand. Die snyrand is skerp en presies, wat doeltreffende sny van metaalkoile moontlik maak, en word wydverspreid in bedrywe soos metaalverwerking gebruik.
- Oorsig
- Aanbevole produkte
Gewone Materiaal Tipes
| Materiaal | Klassieke merk | Hardheid | Funksies en toepaslike scenarios |
| Werkstukstaal | SK5, SK7 | 55-60 | Dit het 'n lae koste en 'n skerp snyrand. Dit is geskik vir lae-snelheid sny ( < 50m/min) van sagtale metaal (lae-koolstofstaal, koper). |
| Hoogsnelheidsstaał (HSS) | M2, M42 | 62-68 | Dit kan hoë temperature (600°C) verdrags en is weerstand biedend teen versletening. Dit is geskik vir medium-snelheid sny (50-150m/min) van strukturele staal, dun roestvrye staelblaaie, ens. |
| Cementkarbied | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Dit het uiterste hartheid en weerstand teen versletening. Dit is geskik vir hoë-snelheid sny (150-300m/min), soos gekwasde staal, gieteryen en dik roestvrye staelblaaie. |
Gemeenskaplike afmetings, modelle en spesifikasies
Algemene spesifikasies
| Norme | Reeks (Gemeenskaplike waardes) | Toepaslike Materialen |
| Deursnee(Φ) | 50-600mm(Die algemeen gebruikte waarde is 100-400mm. ) | Voor dun plaat sny: Φ100-200mm; Voor dik plaat/hog-snelheids toerusting: Φ200-400mm |
| Dikte (mm) | 1-10mm(Kies volgens die digtheid van die metaal. ) | Voor dun plaat (< 3mm): 1-3mm; vir medium-dik plaat (3-10mm): 3-6mm; vir dik plaat (> 10mm): 6-10mm. |
| Gatdeursnee(D) | 15-100mm (Pas by die deursnee van die as van die toerusting. ) | Die algemeen gebruikte waardes is: 20mm, 25mm, 32mm, 50mm (geskik vir groot skaal toerusting). |
| Die hoek van die snyrand | Voorhoek: -5° tot +15°; Agterhoek: 5° - 15° | Voor harde metale (soos gekoolsteel): negatiewe snyhoek (-5° tot 0°); Voor sagte metale: positiewe snyhoek (+5° tot +15°) |
Snyrand Ontwerp
Vlakke rand: 'n Algemene tipe, geskik vir gladde metalige oppervlakke (soos aluminiumplaat en dunne blaaie, roestvrye staalplaat).
Saagtandrand: Verhoog die snykrag en voorkom gly. Dit is geskik vir dik plate (5 mm) of metale met hoë hardheid (soos gietyster).
Gekoat rand: TiN (algemeen gebruik), TiAlN (weerstaande teen hoë temperature), CrN (korrosieweerstand), wat wrijwing en werktuighegting kan verminder (byvoorbeeld, by die sny van roestvrye staal).
Golfvormige rand: Verminder die snyweerstand en is geskik vir die sny van meerlaagse gestapelde metale (soos motorplaatmetaal).
Spesiale Spesifikasies
Kombinasiesnyer: Verskeie stukke word gestapel (soos 2-5 stukke), wat gebruik word vir die sinchrone sny van meerlaagmetale (soos die plaatmetaal van kragverspreidingskaste).
Getrapte snyer: Die snykant is in 'n trapvorm, wat geskik is vir die verwerking van metale van verskillende diktes (soos die groewe van die kontoere).
Ultradun snyer: Met 'n dikte van minder as 1 mm word dit gebruik vir die sny van presisie-elektroniese komponente (soos koperfoelies en aluminiumstroke).
Seleksievoorstelle (volgens die tipe metaal wat gesny word)
| materiaal | Aanbevole materiaalle: | Tipesoorte (Φ×T×D) | Snytempo (m/min) |
| sagte staal | Hoogspoedstaal (M2) \/ Tungstenkarbide (YG8) | φ150×3 mm×25 mm | 80-200 |
| roestvrystaal | Tungstenkarbide (YT15) + TiAlN bedekking | φ200×5 mm×32 mm | 50-150 |
| gietsyfer | Tungsten carbide (YG6X) \/ CBN | φ250×6 mm×50 mm | 30-100 |
| Aluminium Legering | Diamant (PCD) \/ Hoogsnelheidsstal (TiN-koting) | φ300×4mm×50mm (Hoogsnelheid) | 200-500 |
Onderhoud en Voorsorgsmaatreëls
Die belangrikste ding in die metaalsnyproses is om af te koel (met water- of olieverkoeling) om te verhoed dat die snykant oorverhit, wat die snyprestasie en lewensduur van die snylemme kan beïnvloed. Tydens normale gebruik moet dinamiese balansering uitgevoer word vir snylemme met 'n deursnee groter as 200 mm. Vir snytake wat hoë presisie vereis, moet balansering ten minste een keer per week uitgevoer word, en metings moet een keer per dag geneem word.
Lewensduur verwysing
Hoogkraamstael: 50-200 ure (afhanklik van die hardheid van die metaal)
Karbied: 200-500 ure (30% langer dienstyd vir gekoate werktuie)
CBN\/ Keramiek: 500-1000 ure (in presisiesny-scenario)
Aangepaste prosesse