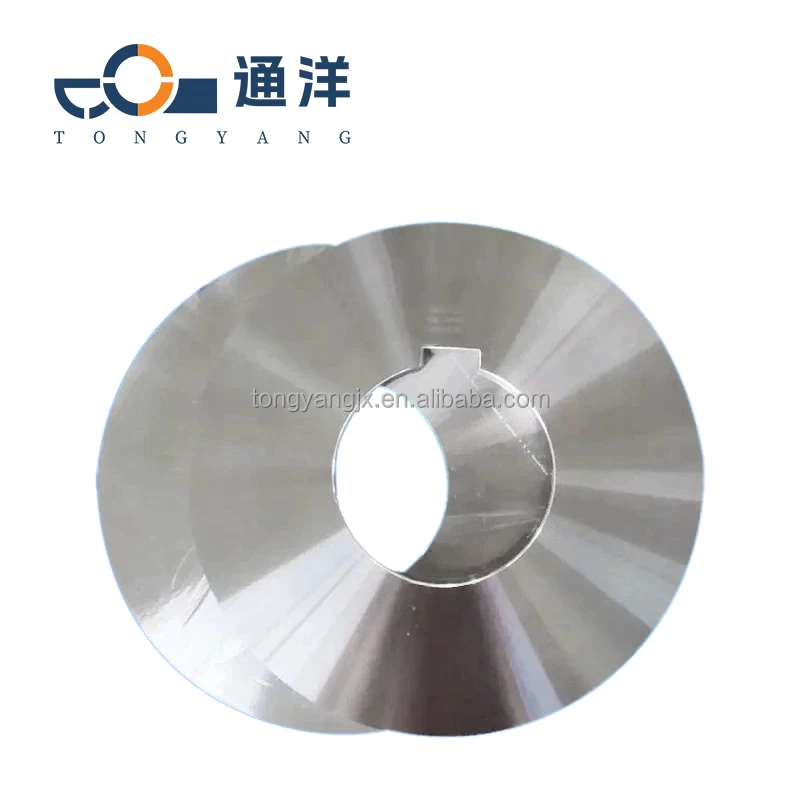
Кръгови метални пресечни ножове
Овој круговиден метален сечив чекор е направен од тщески избран висококвалитетен цртеп. Преку прецизно ковачење и напредни процеси на топло обработка, тоа карактеризира висока тврдост и јака отпорност на износ. Сечивот е остар и прецизен, што овозможува ефикасно расечување на метални спирални ленти, и широко се користи во индустриите како што е обработката на метали.
- Преглед
- Препорачани производи
Обични типови материја
| Материјал | Класична марка | Тврдина | Особини и примени чекори |
| Црнил за инструменти | SK5, SK7 | 55-60 | Има ниска цена и остр секачки рб. Соодветен за секање на ниска брзина (< 50м/мин) од меки метали (нискоуглеродиста челид, мед). |
| Високоспидовна челид (HSS) | M2, M42 | 62-68 | Може да оддржи високи температури (600°C) и е отпорен на износ. Соодветен за секање на средна брзина (50-150м/мин) од конструктивни челиди, тонки плочи од нержавејќа челид, итн. |
| Спаян карбид | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Има екстремно висока тврдост и отпорност на износ. Соодветен за секање на висока брзина (150-300м/мин), како што се термоческа челид, литска челид и дебели плочи од нержавејќа челид. |
Обични димензија, модели и спецификации
Општи спецификации
| Норми | Размак (Обични вредности) | Примениви материји |
| Пречник (Φ) | 50-600mm (Обичната вредност е 100-400mm.) | За пресек на тонки плочи: Φ100-200mm; За дебели плочи/брзи уреди: Φ200-400mm |
| Дебелина (mm) | 1-10mm (Изберете го според дебелината на металот.) | За тонки плочи (< 3mm): 1-3mm; за плочи со средна дебелина (3-10mm): 3-6mm; за дебели плочи (> 10mm): 6-10mm. |
| Пречник на отвор (D) | 15-100mm (Приклопете го дијаметрот на вртлите на опремата.) | Најчесто користените вредности се: 20mm, 25mm, 32mm, 50mm (погодни за големи опреми). |
| Ангелот на реживиот дел | Претходен углов: -5° до +15°; Следен углов: 5° - 15° | За тврди метали (како хладно тренирана челика): негативен наклонен агол (-5° до 0°); За меки метали: позитивен наклонен агол (+5° до +15°) |
Дизајн на режувачкиот иж
Равен рез: Обичајен тип за многонамерна употреба, пригоден за гладки метални површини (како што се алуминиумски плочи и тонки листови, нержавејќи плочи).
Пилено запчест раб: Ја зголемува силата на сечење и спречува лизгање. Погоден е за дебели плочи (5 мм) или метали со висока тврдост (како што е леано железо).
Облакнат рез: TiN (за многонамерна употреба), TiAlN (одупирлив на високи температури), CrN (корозија одупирлив), кои можат да го намалат тријението и притекнувањето на инструментот (на primer, кога се режат нержавејќи метали).
Брановиден раб: Го намалува отпорот на сечење и е погоден за сечење повеќеслојни наредени метали (како што е автомобилски лим).
Специјални спецификации
Комбиниран секач: Се наредуваат повеќе парчиња (како на пример 2-5 парчиња), кои се користат за синхроно сечење на повеќеслојни метали (како што е лимот од разводните ормари за електрична енергија).
Чекорен секач: Сечилото е во чекорен облик, што е погодно за обработка на метали со различна дебелина (како што се жлебовите на контурите).
Ултратенок секач: Со дебелина помала од 1 мм, се користи за сечење прецизни електронски компоненти (како што се бакарни фолии и алуминиумски ленти).
Препораки за избор (според видот на метали кои се секаат)
| материјал | Препорачани материјали: | Типичен Модел (Φ×T×D) | Брзина на Сецкање (м/мин) |
| мек челик | Високобрзина челик (M2) / Волфрам карбид (YG8) | φ150×3 mm×25 mm | 80-200 |
| нерѓослив челик | Волфрам карбид (YT15) + TiAlN покривање | φ200×5 мм×32 мм | 50-150 |
| леано железо | Волфрам карбид (YG6X) / CBN | φ250×6 мм×50 мм | 30-100 |
| Алуминиумска легура | Диамант (PCD) / Високоспидна челидена (TiN покривање) | φ300×4мм×50мм (Висока спид) | 200-500 |
Одржување и Преузето
Најважно во процесот на сечење метал е ладењето (со ладење со вода или масло) за да се спречи прегревање на сечилото, што може да влијае на перформансите на сечењето и работниот век на сечилата. При нормална употреба, треба да се врши динамичко балансирање за сечила со дијаметар поголем од 200 mm однадвор. За задачи за сечење што бараат голема прецизност, балансирањето треба да се врши најмалку еднаш неделно, а мерењата треба да се вршат еднаш дневно.
Референца за трajeниe
Сталајло: 50-200 часови (од зависно од тврдоста на металин)
Карбид: 200-500 часови (30% повеќе долг трajeниe на покриени инструменти)
CBN / Керамика: 500-1000 часови (во сценарио за прецизно секирање)
Персонализирани процеси