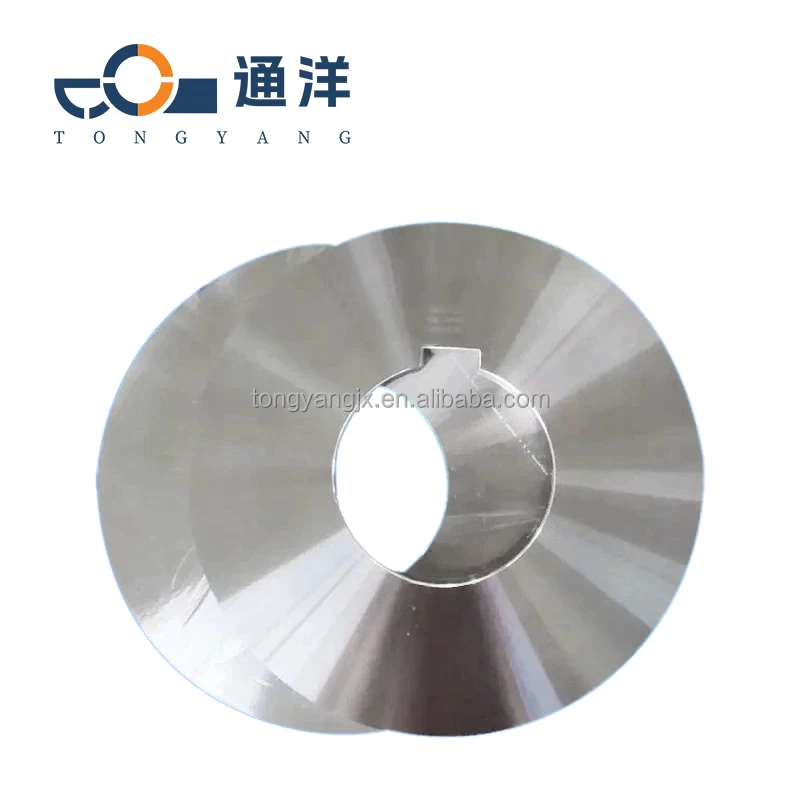
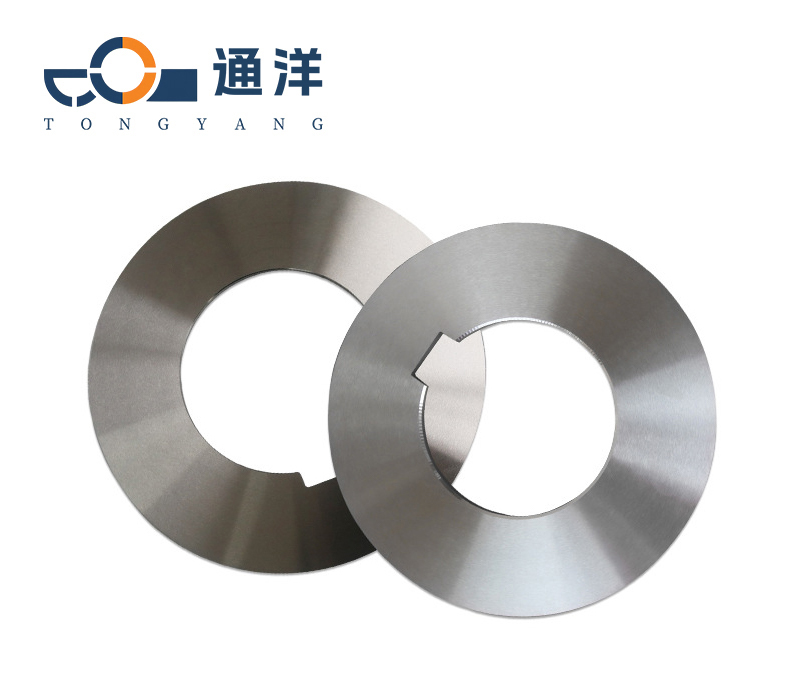
Ცირკულარული მეტალურგიული შარდი
Ეს წირული მეტალურგიული ჭრის ღირი დამზადებულია ძველად არჩეული ხარისხიანი სპირით. სწორი ქვაბის ფორმირებისა და მოდერნული თერმოტრეთმენტის პროცესების გამო, ის მარტივად ჭრის და მაღალი მარაგის წყალობით გან℉არჩევა. ჭრის რიცხვი მწარმოებს მაღალი მარაგის და ზუსტი ჭრას, რაც უზრუნველყოფს ეფექტურად მეტალურგიული რულების ჭრას, და მას გამოიყენებენ მეტალურგიული მუშაობის სხვადასხვა ინდუსტრიაში.
- Ზოგადი მიმოხილვა
- Რეკომენდებული პროდუქტები
Ჩვეულებრივი მასალის ტიპები
| Მასალა | Კლასიკური ბრენდი | Სიმტკიცე | Მახასიათებლები და გამოყენების სცენარები |
| Ინსტრუმენტული სტირლი | SK5, SK7 | 55-60 | Ის ქვეშა ღირებულებას აქვს და მწვრთნელი ჭრილის ზღვის. ის შესაბამისია დაბალ სიჩქარის ( <50m/წ) ჭრილისთვის mięრავი მეტალების (დაბალ წყაროს სტილი, მისი). |
| High-speed steel (HSS) | M2, M42 | 62-68 | Ის ძალიან დამაგრებული ტემპერატურების (600°C) გამართვას შეძლებს და აღმოსავლენიანია. ის შესაბამისია საშუალო სიჩქარის ჭრილისთვის (50-150m/წ) სტრუქტურული სტილი, მỏცული რუსთი სტილის ფურცეები და ა.შ. |
| Ციმენტირებული კარბიდი | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Ის საკმარისად დამაგრებული და აღმოსავლენიანია. ის შესაბამისია მაღალ სიჩქარის ჭრილისთვის (150-300m/წ), როგორიცაა გამოკურავებული სტილი, რკინავი და მỏცული რუსთი სტილის ფურცეები. |
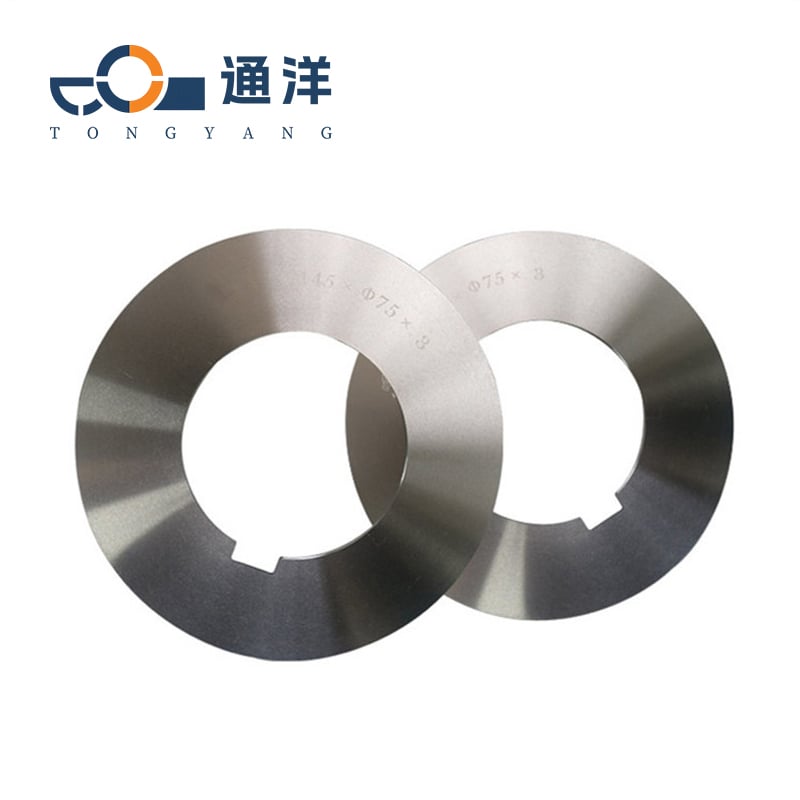
Ჩვეულებრივი ზომები, მოდელები და სპეციფიკაციები
Ძველი სპეციფიკაციები
| Ნორმები | Დიაპაზონი (ჩვეულებრივ მნიშვნელობები) | Შესაბამისი მასალები |
| Დიამეტრი (Φ) | 50-600 მმ (ჩვეულებრივ გამოყენებული მნიშვნელობა 100-400 მმ). | Ფეროს ცხვირის ჭრისთვის: Φ100-200 მმ; thic ფეროს/მაღალი სიჩქარის მოწყობილობისთვის: Φ200-400 მმ |
| Სი Clover (მმ) | 1-10 მმ (აირჩიეთ მეტალის სი Clover მითითებით). | Тонკი ფეროსთვის (< 3 მმ): 1-3 მმ; საშუალო სი Clover ფეროსთვის (3-10 მმ): 3-6 მმ; thic ფეროსთვის (> 10 მმ): 6-10 მმ. |
| Ხვრელის დიამეტრი (D) | 15-100 მმ (დაარსული მოწყობილობის ღერძის დიამეტრის მითითებით). | Ხშირად გამოყენებული მნიშვნელობებია: 20mm, 25mm, 32mm, 50mm (დიდ მასშტაბის აპარატებისთვის საკმარისი). |
| Ჭრის ზღვის კუთხე | Წინა კუთხე: -5° და +15°; აღარის კუთხე: 5° - 15° | Ქარისთვის მეტალებისთვის (მაგ. გამოცხადებული სტირლი): უარყოფითი rake კუთხე (-5° სანამ 0°); მỀრისთვის: დადებითი rake კუთხე (+5° სანამ +15°) |
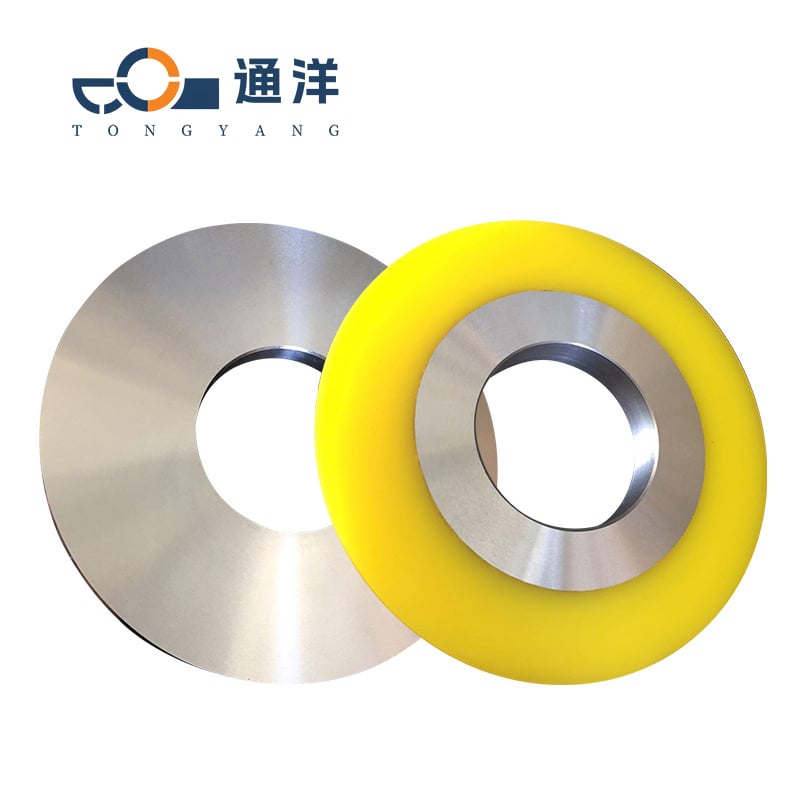
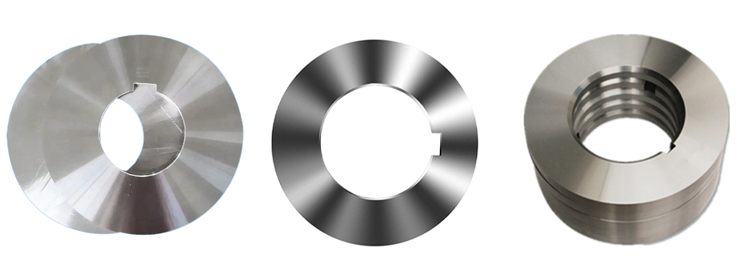
Ჭრის გვერდის დიზაინი
Საფრენავი გვერდი: უზრუნველყოფილი ტიპი, რომელიც შესაბამისია გład მეტალურ ზღვებისთვის (მაგალითად, ალუმინის დაფები და ნაწილაკები, რეზის დაფები).
Ხერხისებრი კბილანა: ზრდის ჭრის ძალას და ხელს უშლის სრიალს. გამოდგება სქელი ფირფიტებისთვის (5 მმ) ან მაღალი სიმტკიცის ლითონებისთვის (მაგალითად, თუჯი).
Ჩამორთული გვერდი: TiN (უზრუნველყოფილი), TiAlN (მაღალი ტემპერატურების წინააღმდეგი), CrN (კოროზიის წინააღმდეგი), რაც შეიძლება ამცირებს წინააღმდეგობას და იнструმენტის ჩართვას (მაგალითად, რეზის ჭრილისას).
Ტალღის ფორმის კიდე: ამცირებს ჭრის წინააღმდეგობას და გამოდგება მრავალშრიანი დაწყობილი ლითონების (მაგალითად, საავტომობილო ფურცლის) დასაჭრელად.
Სპეციალური სპეციფიკაციები
Კომბინირებული საჭრელი: რამდენიმე ნაწილი ერთმანეთზეა დაწყობილი (მაგალითად, 2-5 ცალი), რომლებიც გამოიყენება მრავალშრიანი ლითონების (მაგალითად, ელექტროენერგიის გამანაწილებელი კარადების ლითონის ფურცლების) სინქრონული ჭრისთვის.
Საფეხურებიანი საჭრელი: საჭრელი კიდე საფეხურებიანი ფორმისაა, რაც გამოდგება სხვადასხვა სისქის ლითონების დასამუშავებლად (მაგალითად, კონტურების ღარები).
Ულტრა თხელი საჭრელი: 1 მმ-ზე ნაკლები სისქით, იგი გამოიყენება ზუსტი ელექტრონული კომპონენტების (მაგალითად, სპილენძის ფოლგების და ალუმინის ზოლების) დასაჭრელად.
Არჩევანის რჩევები (მეტალის ტიპის მიხედვით, რომელიც ჭრილია)
| მასალა | Რекომენდებული მასალები: | Ტიპიკური მოდელი (Φ×T×D) | Დაჭრის სიჩქარე (m/мин) |
| მირადი ფერო | Მაღალი სიჩქარის მასი (M2) / ტუნგსტენის კარბიდი (YG8) | φ150×3 mm×25 mm | 80-200 |
| უჟანგავი ფოლადი | Ტუნგსტენის კარბიდი (YT15) + TiAlN საფრთხე | φ200×5 მმ×32 მმ | 50-150 |
| ქვაბის რკინა | Tungsten carbide (YG6X) / CBN | φ250×6 მმ×50 მმ | 30-100 |
| Ალუმინის ლეგირება | Diamond (PCD) / High Speed Steel (TiN Coating) | φ300×4მმ×50მმ (High Speed) | 200-500 |
Მართვა და გაფრინება
Ლითონის ჭრის პროცესში ყველაზე მნიშვნელოვანია მისი გაგრილება (წყლის ან ზეთის გამოყენებით), რათა თავიდან იქნას აცილებული საჭრელი კიდის გადახურება, რამაც შეიძლება გავლენა მოახდინოს ჭრის მუშაობასა და საჭრელი დანების მომსახურების ვადაზე. ნორმალური გამოყენების დროს, დინამიური დაბალანსება უნდა განხორციელდეს 200 მმ-ზე მეტი დიამეტრის მქონე დანების შემთხვევაში გარედან. მაღალი სიზუსტის მოთხოვნით ჭრის ამოცანებისთვის, დაბალანსება უნდა განხორციელდეს კვირაში ერთხელ მაინც და გაზომვები უნდა ჩატარდეს დღეში ერთხელ.
Სიცვლის მითითება
Მაღალ სიჩქარის მასი: 50-200 საათი (მეტალის მრავალფეროვანების მითითებით)
Კარბიდი: 200-500 საათი (30% გრძელი სერვისი დაფარებული იнструმენტებისთვის)
CBN / სერამიკა: 500-1000 საათი (პრეციზიონულ ჭრის სცენარში)
Პერსონალიზებული პროცესები