
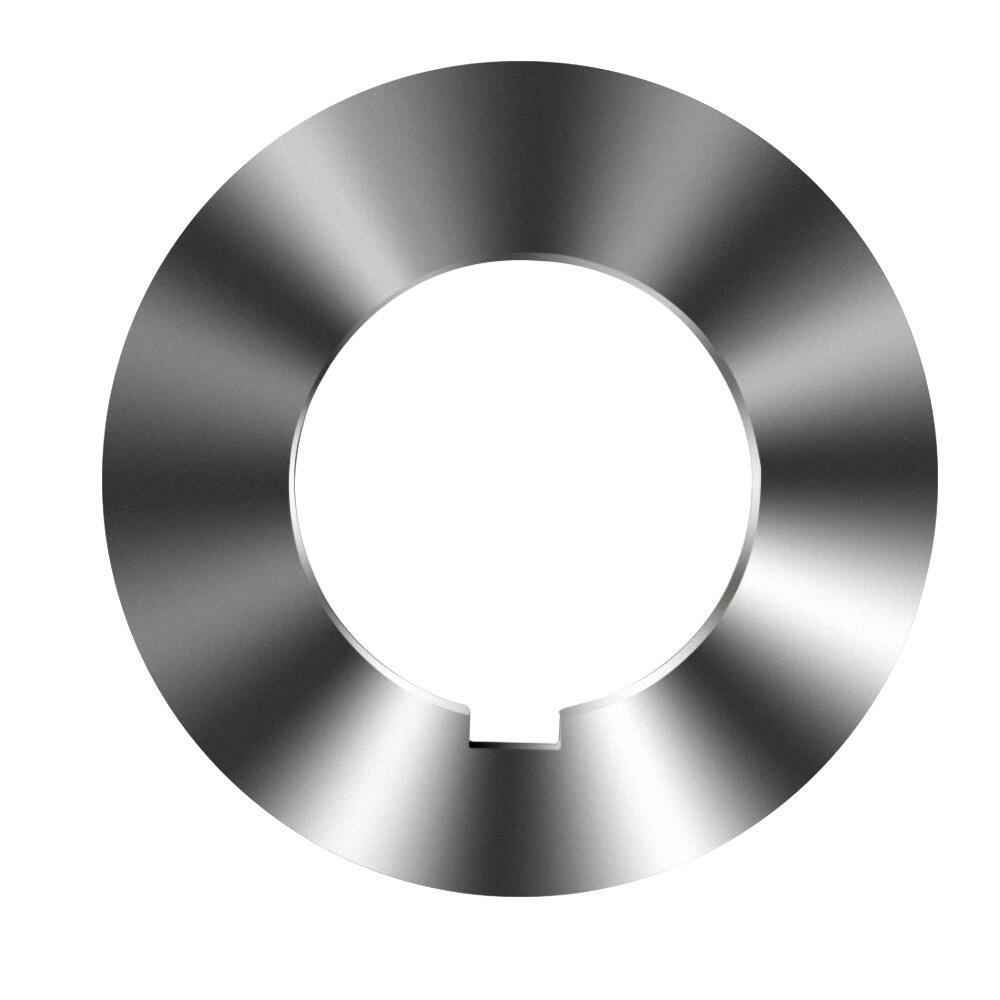
Pyöreä metallihaaroitusveitsi
Tämä pyöreä metallileikkausaukko on valmistettu huolellisesti valitusta korkealaatuisesta teräsestä. Tarkoituksenmukaisen uutisten ja edistyneiden lämpökuormitusmenetelmien kautta sillä on korkea kovuus ja vahva kuljetuskyky. Leikkausreuna on terävä ja tarkka, mikä mahdollistaa tehokkaan metallinorppojen leikkaamisen, ja sitä käytetään laajasti teollisuudenaloilla, kuten metallinkäsittelyssä.
- Yleiskatsaus
- Suositellut tuotteet

Yleiset materiaalityypit
| Materiaali | Klassinen merkki | Kovuus | Ominaisuudet ja soveltuvat skenaariot |
| Työkaluteräs | SK5, SK7 | 55-60 | Se on alhaisen hinnan omaava ja sen leikkausreuna on terävä. Se sopii hitaan leikkaamiseen (< 50m/min) pehmeistä metaleista (alikolmisia teräviä, kuparia). |
| Korkeusnopeuden teräs (HSS) | M2, M42 | 62-68 | Se kestää korkeat lämpötilat (600°C) ja on kuljettompi. Se sopii keskilopeaiseen leikkaamiseen (50-150m/min) rakennusteräsleikkuja, ohut rostivapaat teräsplaatit jne. |
| Liimattu karbidi | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Sen kovuus ja kuljettomuus ovat erittäin korkeita. Se sopii korkean nopeuden leikkaamiseen (150-300m/min), kuten kiinteään teräseen, muottiinkastettuun teräseen ja paksuihin rostivapaan teräsplaatteihin. |
Yleiset mitat, mallit ja spesifikationumerot
Yleiset määritykset
| Normit | Alue (yleiset arvot) | Käytettävissä olevat materiaalit |
| Halkaisija (Φ) | 50-600mm (yleisesti käytetty arvo on 100-400mm.) | Tehonleikkaukselle: Φ100-200mm; Paksuille levyille / nopealle laitteistolle: Φ200-400mm |
| Paksuus (mm) | 1-10mm (Valitse metallin paksuuden mukaan.) | Tehoille (< 3mm): 1-3mm; keskipaksuille levyille (3-10mm): 3-6mm; paksuille leveyksille (> 10mm): 6-10mm. |
| Aukon halkaisija (D) | 15-100mm (sopeuta laitekynsän halkaisijaan.) | Yleisesti käytetyt arvot ovat: 20mm, 25mm, 32mm, 50mm (suuria laitteita varten). |
| Leikkauskärjen kulma | Etukulma: -5° +15°; Takakulma: 5° - 15° | Kovien metalien (esim. kyynelty rauta): negatiivinen kärkipää (-5°-0°); Peukaloille: positiivinen kärkipää (+5°-+15°) |
Leikkausreunan suunnittelu
Tasainen reunus: Yleiskäyttöinen tyyppi, sopii suorien metallipintojen (kuten alumiinilauttojen ja ohut lehtisivujen) käytölle.
Savikarvasainen reunus: Lisää leikkausvoiman ja estää kuljetta. Se sopii paksuihin levyihin (5 mm) tai korkean kovuuden metallien leikkaamiseen (kuten rautalikiin).
Peittyneet reunat: TiN (yleiskäyttöinen), TiAlN (kestää korkeita lämpötiloja), CrN (korroosiokestoinen), jotka voivat vähentää kitkaa ja työkalun liimautumista (esimerkiksi n rostivapaan teräsleikkausta).
Aallokkoinen reunus: Vähentää leikkausvastustetta ja sopii useiden kerrosten metallien leikkaamiseen (kuten auton teräslevyjen).
Erikoismittoja
Yhdistelmäleikkuri: Useita osia kerrostaan (kuten 2-5 kappaletta), joita käytetään monikerroksisten metallien samanaikaista leikkaamista varten (kuten jakelukappaleiden teräslevyjä).
Vaiheittainen leikkuri: Leikkausreuna on vaiheittainen, mikä sopii eri paksuuksien metallien käsittelyyn (kuten profiilien uppoja).
Ylipaineen ohut leikkuri: Paksuudella alle 1 mm, sitä käytetään tarkkojen sähkökomponenttien leikkaamiseen (kuten kopparilevyjen ja alumiiniumerkkien).
Valintaehdotukset (metalin tyypin mukaan, joka leikataan)
| materiaali | Suositellut materiaalit: | Tyyppimalli (Φ×T×D) | Leikkuu nopeudella (m/min) |
| mieto teräs | Nopeusveteri (M2) / Tungstokaarbiidi (YG8) | φ150×3 mm×25 mm | 80-200 |
| ruostumaton teräs | Tungstokaarbiidi (YT15) + TiAlN-kiinteys | φ200×5 mm×32 mm | 50-150 |
| kivihiili | Tungstenaatikko (YG6X) / CBN | φ250×6 mm×50 mm | 30-100 |
| Alumiiniseos | Hopeakivi (PCD) / Korkeusnopeuden teräs (TiN-kiinteys) | φ300×4mm×50mm (High Speed) | 200-500 |
Huolto ja varotoimet
Metallin leikkausprosessissa tärkein asia on jäähdyttää (vedellä tai oljyllä) estääksesi leikkausreunan liiankuuman, mikä voi vaikuttaa leikkaussuorituksiin ja -veistokettujen käyttöelimeen. Normaalin käytön aikana dynaaminen tasapainottaminen tulisi suorittaa kaikkien 200 mm:sta suurempien halkaisijan veistokkaiden osalta. Korkean tarkkuuden edellyttävissä leikkaustehtävissä tasapainottaminen tulisi tehdä vähintään kerran viikossa, ja mittaustuloksia tulisi ottaa yksi kerta päivässä.
Kokonaiskäyttöaika
Koristeekko: 50-200 tuntia (riippuen metallin kovuudesta)
Tihkus: 200-500 tuntia (30% pidempi käyttöelämä peitettyjen työkalujen kanssa)
CBN\/Savirkkainen: 500-1000 tuntia (tarkkaleikkausskenaariossa)
Räätälöidyt prosessit