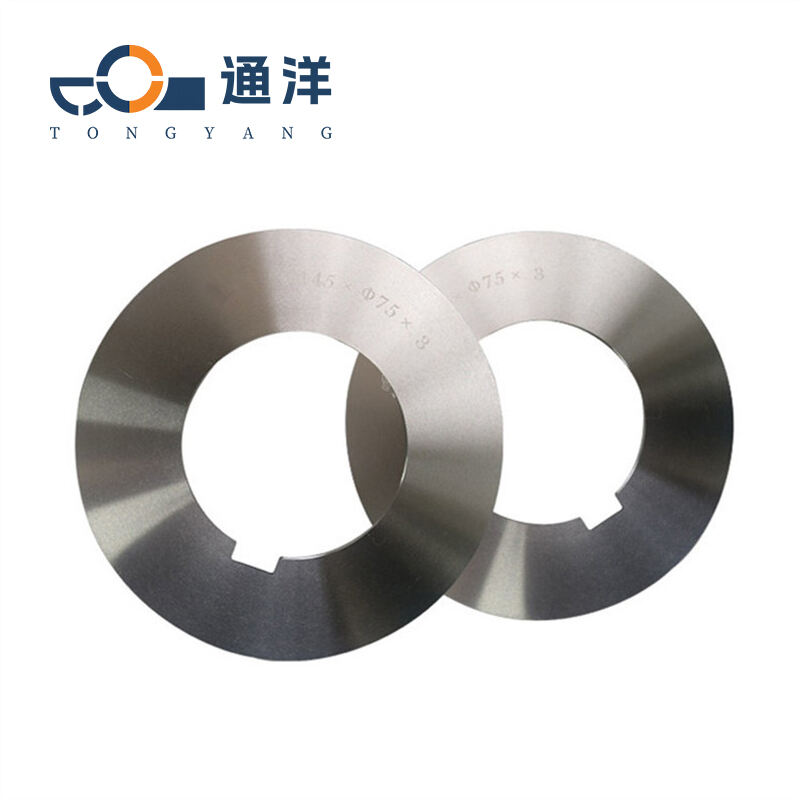

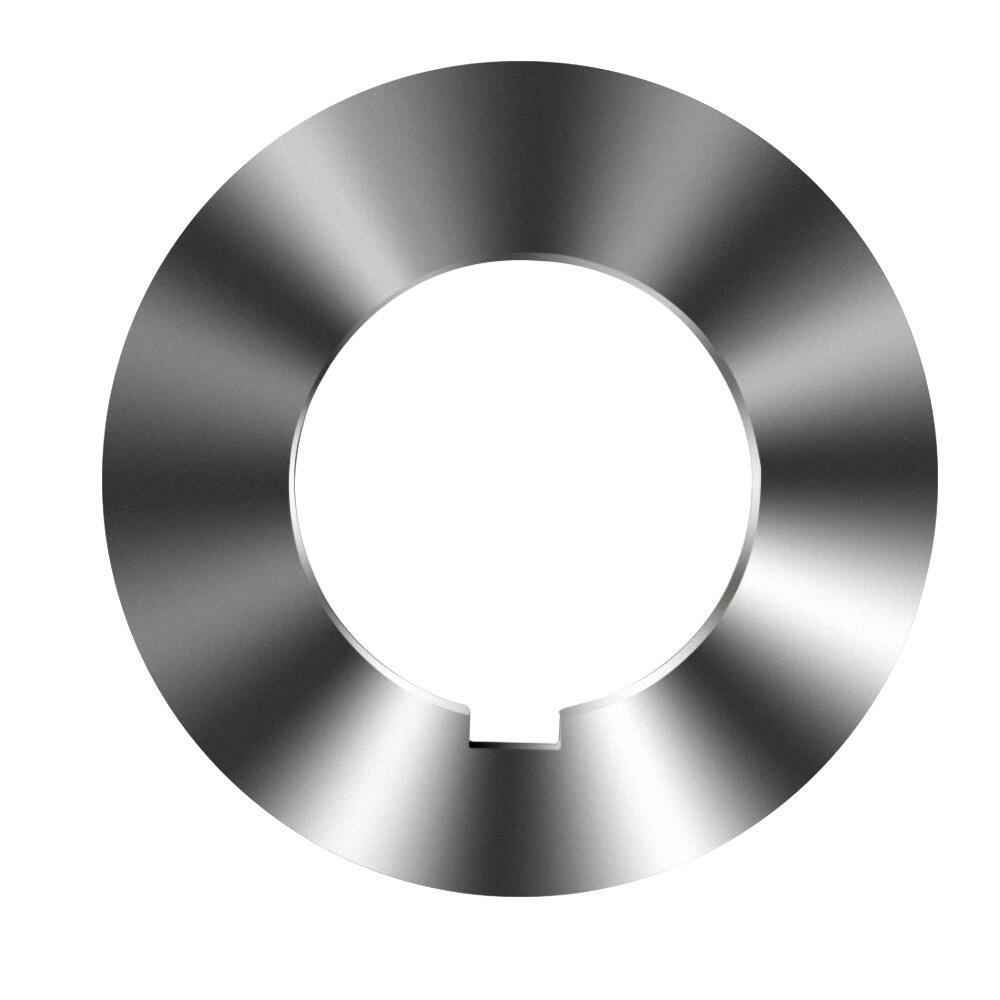
За рушење метала
Ова кружна метална сечачка ножа направљена је од пажљиво одабраног висококвалитетног челика. Прецизним ковањем и напредним процесима топлотне обраде, има високу тврдоћу и снажну отпорност на зношење. Резач је оштр и прецизан, што омогућава ефикасно резање металних намотача, и широко се користи у индустрији као што је обрада метала.
- Pregled
- Препоручени производи

Уобичајене врсте материјала
| Материјал | Класична марка | Tvrdoca | Особности и примењиви сценарија |
| Челик за алате | СК5, СК7 | 55-60 | Има ниску цену и оштру режу. Погодан је за нискобрзо сечење (< 50м/мин) меких метала (нискоугледни челик, бакар). |
| Високобрза челик (ХСС) | М2、М42 | 62-68 | Може издржати високе температуре (600 °C) и отпорна је на зношење. Погодан је за среднобрза резања (50-150м/мин) конструктивног челика, танких плоча од нерђајућег челика итд. |
| Цементисани карбид | ИГ8 (ВЦ-Цо)、ИТ15 | уколико је потребно, може се користити и за прехрамбене уређаје. | Има изузетно високу тврдоћу и отпорност на зношење. Погодан је за брзу резању (150-300м/мин), као што су загашени челик, ливено гвожђе и дебеле плоче од нерђајућег челика. |
Уједноставене димензије, модели и спецификације
Опште спецификације
| Норме | Диапазон (заједничке вредности) | Прикладни материјали |
| Дијаметар ((Φ) | 50-600 мм ((Уобичајено коришћена вредност је 100-400 мм.) | За резање танке плоче: Φ100-200 мм; За дебљине плоче/пребрзане опреме: Φ200-400 мм |
| Дебљина ((мм) | 1-10 мм ((Изаберите у зависности од дебљине метала.) | За танке плоче (< 3 мм): 1-3 мм; за плоче средње дебљине (3-10 мм): 3-6 мм; за дебеле плоче (> 10 мм): 6-10 мм. |
| Дијаметар рупе ((D) | 15-100 мм (Успоредити дијаметар вола опреме.) | Обично коришћене вредности су: 20 мм, 25 мм, 32 мм, 50 мм (подједнако за велику опрему). |
| Угао резног ивице | Угао ракера: -5° до +15°; Угао слободе: 5° - 15° | За тврде метале (као што је загашено челик): негативан угао за загревање (-5° до 0°); за меке метале: позитиван угао за загревање (+5° до +15°) |
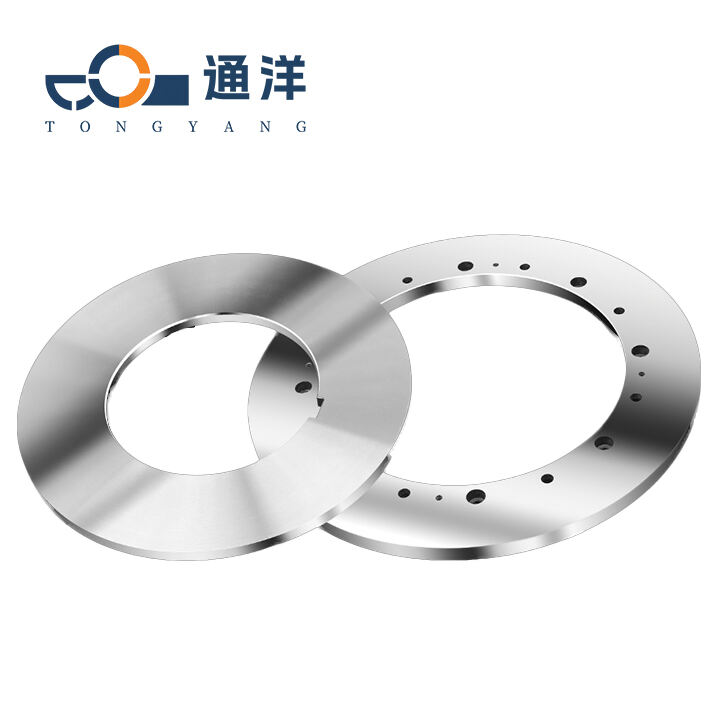
Дизајн на врху
Плоша ивица: тип за општу сврху, погодан за глатке металне површине (као што су алуминијумске плоче и танке плоче, плоче од нерђајућег челика).
Zubasti rub: Povećava sile režanja i sprečava klizanje. Odgovara za deblje ploče (5mm) ili metale sa visokom tvrdošću (kao što je čelik sa žicom).
Облица: ТиН (уобичајено), ТиАЛН (отпорна на високе температуре), ЦРН (отпорна на корозију), која може смањити тријање и адхезију алата (на пример, при сечењу нерђајућег челика).
Облик у облику таласа: смањује отпорност на сечење и погодан је за сечење вишеслојних метала (као што је аутомобилски листови).
Посебне спецификације
Комбинациони резач: Многа комада су постављена (као што су 2-5 комада), која се користе за синхронно резање вишеслојних метала (као што је листови од кабинета за дистрибуцију енергије).
Степни резач: резач је у стеновном облику, који је погодан за обраду метала различитих дебљина (као што су жлебови контура).
Ултра-тънки резач: са дебелином мањом од 1 мм, користи се за резање прецизних електронских компоненти (као што су бакарне фолије и алуминијумске траке).
Предлоге за избор (у зависности од врсте метала који се сече)
| материјал | Препоручени материјали: | Типични модел (Φ×Т×Д) | Брзина сечења (м/мин) |
| мека челик | Уколико је потребно, може се користити и за производњу и производњу биљке. | φ150×3 мм×25 мм | 80-200 |
| nerđajući čelik | Вулфрамови карбид (YT15) + ТиАЛН премаз | φ200×5 mm×32 mm | 50-150 |
| ливеног гвожђа | Волфрам карбид (YG6X) / ЦБН | φ250 × 6 мм × 50 мм | 30-100 |
| Алуминијумска легура | Дијамант (ПЦД) / челик за брзе прехвате (TiN облога) | φ300×4mm×50mm (висока брзина) | 200-500 |
Одрживање и мере предострожности
Најважнија ствар у процесу сечења метала је хлађење (користећи хлађење водом или уљем) да спречи прегревање резне ивице, што може утицати на перформансе сечења и животни век резања. За време нормалне употребе, динамичко балансирање треба да се врши за резање ножева са пречником већим од 200 мм. За резање за које је потребна висока прецизност, балансирање треба да се врши најмање једном недељно, а мерења треба да се узимају једном дневно.
Референтна трајање
Високобрзачки челик: 50-200 сати (у зависности од тврдоће метала)
Карбид: 200-500 сати (30% дужи животни век обложених алата)
ЦБН / Керамика: 500-1000 сати (у сценарију прецизног сечења)
Процеси прилагођени потреби