
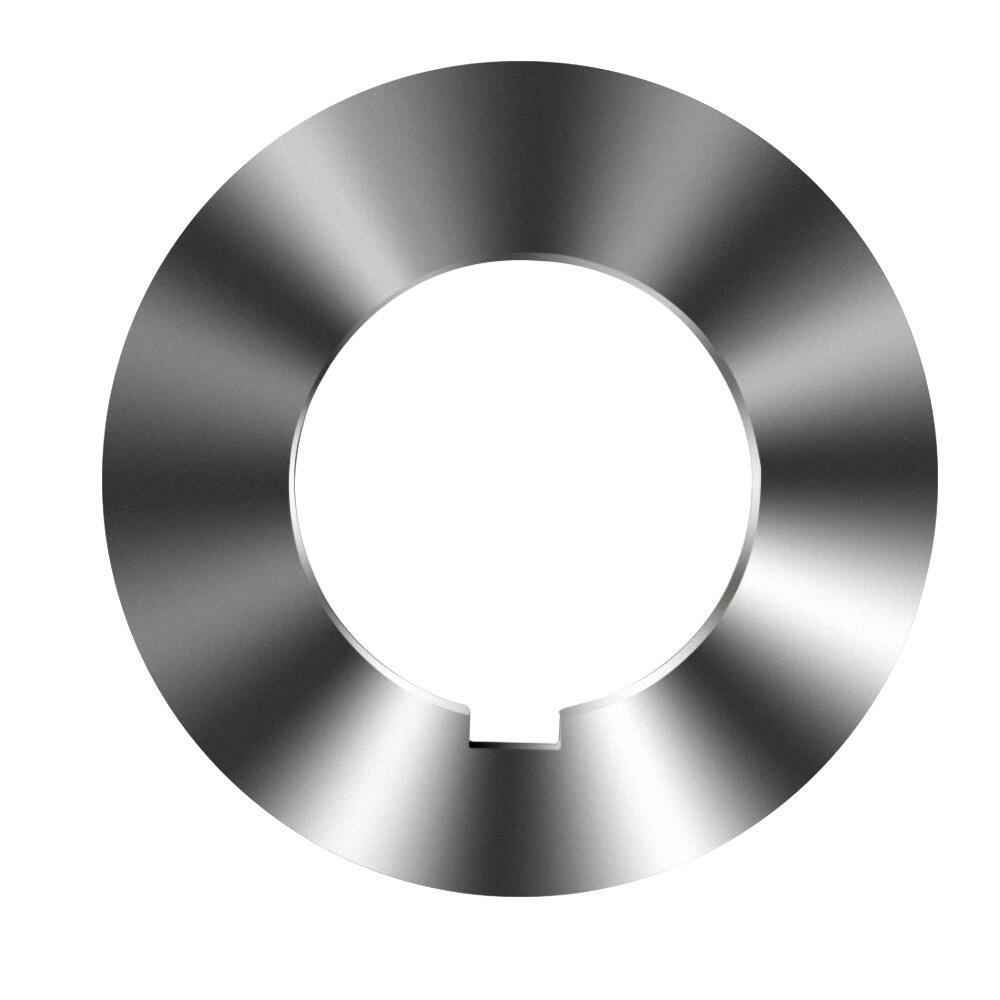
Kruhový kovový řezací nůž
Tento kulatý kovový řezací disk je vyroben z pečlivě vybrané vysokokvalitní oceli. Díky přesnému kuželování a pokročilým procesům tepelné úpravy má vysokou tvrdost a silnou odolnost proti nosně. Řezací hrana je ostrá a přesná, což umožňuje efektivní rozřezávání kovových plechovek a široce se používá v průmyslových odvětvích jako je zpracování kovů.
- Přehled
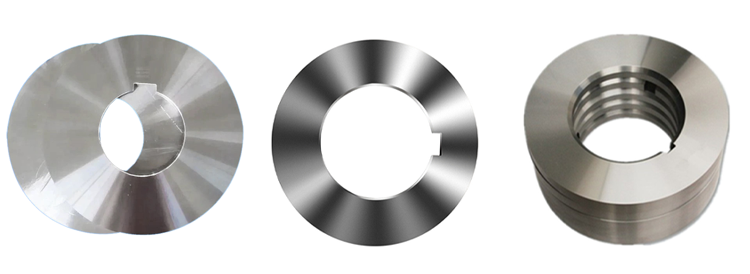
- Doporučené produkty

Běžné typy materiálů
| Materiál | Klasická značka | Tvrdost | Vlastnosti a použitelné scénáře |
| Nástrojová ocel | SK5, SK7 | 55-60 | Má nízké náklady a ostrou řeznou hranu. Je vhodné pro pomalé řezání (< 50m/min) měkkých kovů (nízkouhličitané oceli, mědi). |
| Vysokorychlostní ocel (HSS) | M2, M42 | 62-68 | Může vydržet vysoké teploty (600°C) a je odolná vůči opotřebení. Je vhodná pro střední rychlost řezání (50-150m/min) konstrukční oceli, tenkých plechů z oxidu uhličitého atd. |
| Spujený karbid | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Má extrémně vysokou tvrdost a odolnost vůči opotřebení. Je vhodná pro rychlé řezání (150-300m/min), jako jsou tavené ocelem, litinami a silnými plechy z oxidu uhličitého. |
Běžné rozměry, modely a specifikace
Obecné specifikace
| Normy | Rozsah (Běžné hodnoty) | Použitelné materiály |
| Průměr (Φ) | 50-600mm (Běžně používaná hodnota je 100-400mm.) | Pro řezání tenkých desek: Φ100-200mm; Pro silné desky / vysokorychlostní zařízení: Φ200-400mm |
| Hloubka (mm) | 1-10mm (Vyberte podle tloušťky kovu.) | Pro tenké desky (< 3mm): 1-3mm; pro středně silné desky (3-10mm): 3-6mm; pro silné desky (> 10mm): 6-10mm. |
| Průměr díry (D) | 15-100mm (Odpovídá průměru hmotového válce zařízení.) | Běžně používané hodnoty jsou: 20mm, 25mm, 32mm, 50mm (vhodné pro velké zařízení). |
| Úhel řezavé hrany | Úhel předznačky: -5° do +15°; Úhel zadznačky: 5° - 15° | Pro tvrdé kovy (jako například ztvrdnutou ocel): negativní úhel ostření (-5° až 0°); Pro měkké kovy: pozitivní úhel ostření (+5° až +15°) |
Návrh řezavé hrany
Plochý okraj: Obecného účelu typ, vhodný pro hladké kovové povrchy (jakožto aluminiové desky a tenké listy, nerezové desky).
Pilovitý okraj: Zvyšuje řeznou sílu a brání v klouzání. Je vhodný pro tlusté desky (5mm) nebo kovy s vysokou tvrdostí (jako železné odlítiny).
Nakládaný okraj: TiN (obecného účelu), TiAlN (odolný vůči vysokým teplotám), CrN (odolný vůči korozi), které mohou snížit tření a nálep nástroje (například při řezání nerezové oceli).
Vlnitý okraj: Snižuje odpor při řezání a je vhodný pro řezání násobně složených kovů (jako automobilová plechová deska).
Speciální specifikace
Kombinační řezák: Násobné kusy jsou složeny (jako 2-5 kusů), které se používají pro synchronní řezání vícevrstvých kovů (jako plechová deska rozvodních skříní).
Stupňovitý řezák: Řezný okraj má stupňovitý tvar, což je vhodné pro zpracování kovů různé hrubosti (jako drážky obrysů).
Ultra tenký řezák: S hrubostí méně než 1mm, používá se na řezání přesných elektronických součástek (jako cívkové měděné fólie a aluminiové pružinky).
Návrhy výběru (podle typu řezaného kovu)
| materiál | Doporučované materiály: | Typický model (Φ×T×D) | Rychlost řezání (m/min) |
| měkká ocel | Vysokorychlostní ocel (M2) / Tungsten karbid (YG8) | φ150×3 mm×25 mm | 80-200 |
| nerezovou ocel | Tungsten karbid (YT15) + TiAlN nátěr | φ200×5 mm×32 mm | 50-150 |
| litina | Tungsten carbide (YG6X) / CBN | φ250×6 mm×50 mm | 30-100 |
| Hliníková slitina | Diamond (PCD) / High Speed Steel (TiN Coating) | φ300×4mm×50mm (High Speed) | 200-500 |
Údržba a opatrnost
Nejdůležitější v procesu řezání kovu je ochlazování (pomocí vodního nebo olejového ochlazování), aby se zabránilo přehřátí řezací hrany, což může ovlivnit výkon řezání a životnost řezacích destiček. Během běžného používání by měla být pro řezací destičky s průměrem větším než 200 mm prováděna dynamická vyvážení venku. Pro řezací úkoly, které vyžadují vysokou přesnost, by mělo být vyvážení prováděno alespoň jednou za týden a měření by mělo být provedeno jednou denně.
Odkaz na životnost
Ostruhy ze speciální oceli: 50-200 hodin (podle tvrdosti materiálu)
Keramické ostruhy: 200-500 hodin (30% delší životnost nanesených nástrojů)
CBN / Keramika: 500-1000 hodin (v případě přesného řezání)
Vlastní procesy