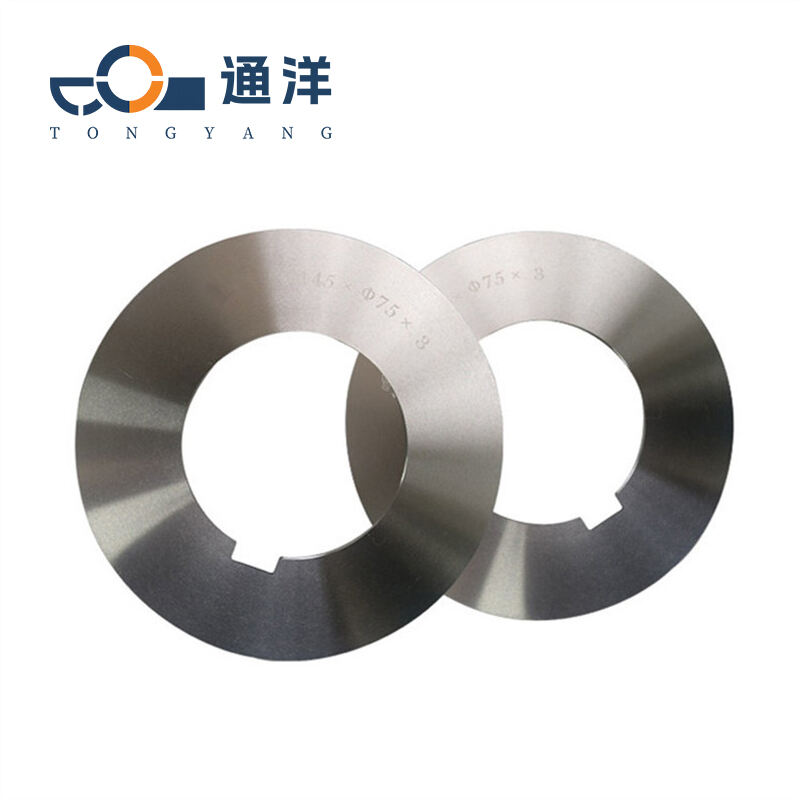

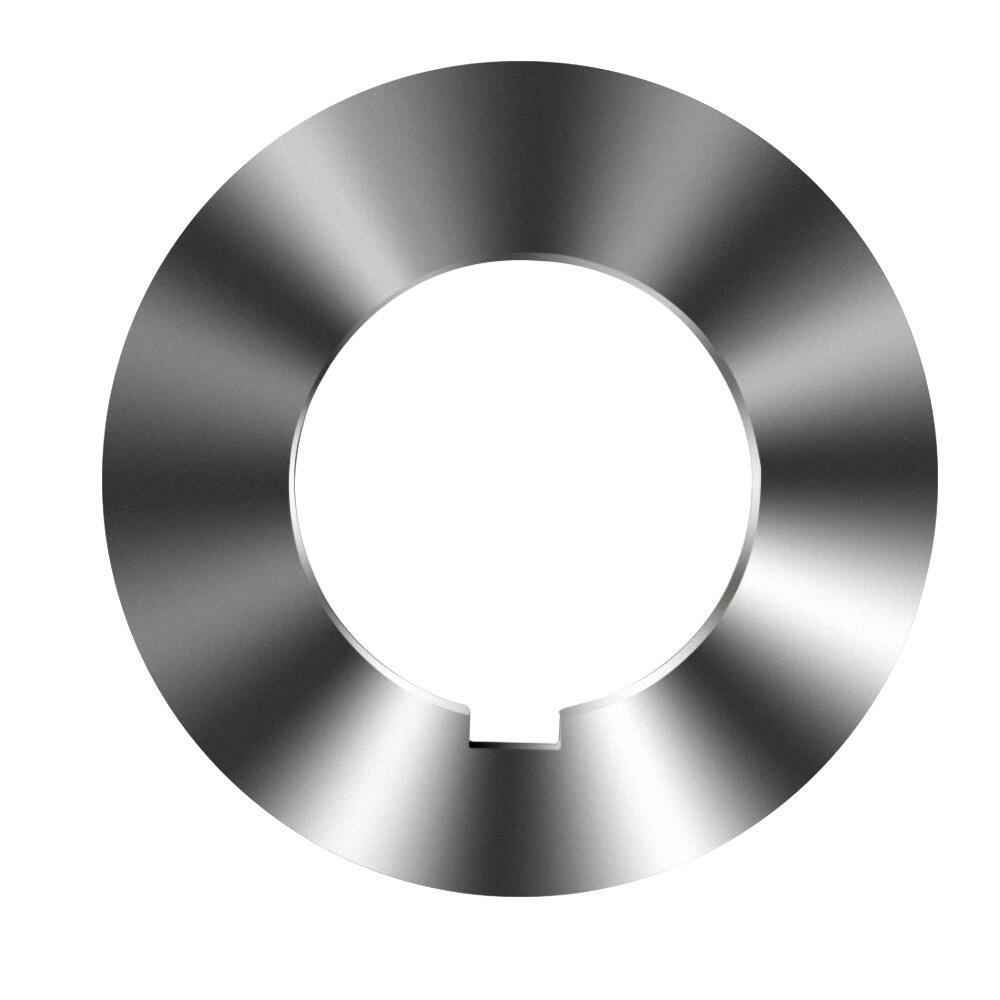
Cirkulär metallsplittningskniv
Denna cirkulära metallskärblad är gjort av noga utvald högkvalitativ stål. Genom precist smedning och avancerade värmebehandlingsprocesser har det hög hårdhet och stark motståndskraft mot utslitage. Skärkanterna är skarpa och exakta, vilket möjliggör effektiv skäring av metallrullar, och används bredvid inom industrier som metallbearbetning.
- Översikt
- Rekommenderade produkter

Vanliga materialtyper
| Material | Klassiskt märke | Hårdhet | Funktioner och tillämpningsområden |
| Verktygsstål | SK5, SK7 | 55-60 | Den har låg kostnad och en skarp skärkant. Den är lämplig för lågtempoade skärningar (< 50m/min) av mjuka metaller (lågkolstål, koppar). |
| Högfartsstål (HSS) | M2, M42 | 62-68 | Det kan stå höga temperaturer (600°C) och är slipmotståndigt. Det är lämpligt för medeltempoade skärningar (50-150m/min) av konstruktionsstål, tunna rostfria stålplattor, etc. |
| Svetsad karbid | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Det har extremt hög hårdhet och slipmotståndighet. Det är lämpligt för höghastighetsbearbetning (150-300m/min), som t.ex. kvärdstål, gusset och tjocka rostfria stålplattor. |
Vanliga dimensioner, modeller och specifikationer
Allmänna specifikationer
| Normer | Intervall (Vanliga värden) | Tillämpliga material |
| Diameter (Φ) | 50-600mm (Det vanligt förekommande värdet är 100-400mm.) | För tunn plåtskärning: Φ100-200mm; För tjocka plåtar/högfartsupplatt: Φ200-400mm |
| Tjocklek (mm) | 1-10mm (Välj enligt metallens tjocklek.) | För tunna plåtar (< 3mm): 1-3mm; för mellantjocka plåtar (3-10mm): 3-6mm; för tjocka plåtar (> 10mm): 6-10mm. |
| Håll diameter (D) | 15-100mm (Matcha diametern på enheten axel.) | De vanligt förekommande värdena är: 20mm, 25mm, 32mm, 50mm (lämplig för storskalig utrustning). |
| Vinkeln på skärningskanten | Framvinkel: -5° till +15°; Bakvinkel: 5° - 15° | För hård metall (som kvävd stål): negativ skjuvinkel (-5° till 0°); För mjuk metall: positiv skjuvinkel (+5° till +15°) |
Skärkantdesign
Platt kant: En allmänt använd typ, lämplig för släta metallytor (som aluminiumplåt och tunna plåtar, rostfritt stål).
Sågformad kant: Ökar skärkraften och förhindrar att den glider. Den är lämplig för tjocka plåt (5mm) eller metaller med hög hårdhet (som gjutjärn).
Behandlad kant: TiN (allmänt syfte), TiAlN (mot höga temperaturer), CrN (korrosionsbeständig), vilket kan minska friktionen och verktygsanlägningsproblem (till exempel vid skärning av rostfritt stål).
Vågformad kant: Minskar skärresistensen och är lämplig för skärning av flerlagrad stackad metall (som bilplåt).
Specialspecifikationer
Kombinationsklippare: Flera delar stackas (som 2-5 delar), vilka används för synkron skärning av flerlagrad metall (som distributionskabinsplåt).
Stegformad klippare: Skärkanten har en stegform, vilket är lämpligt för bearbetning av metaller med olika tjocklekar (som konturgravarna).
Extra-tunn klippare: Med en tjocklek på mindre än 1mm, används den för skärning av precisions elektronikkomponenter (som kopparfolier och aluminiumstrimlor).
Väljarförslag (enligt typen av metall som ska skäras)
| material | Rekommenderade material: | Typisk modell (Φ×T×D) | Skräckhastighet (m/min) |
| milt stål | Högfartsstål (M2) / Tungstankarbid (YG8) | φ150×3 mm×25 mm | 80-200 |
| rostfritt stål | Tungstankarbid (YT15) + TiAlN-beläggning | φ200×5 mm×32 mm | 50-150 |
| gjutjärn | Tungstencarbide (YG6X) / CBN | φ250×6 mm×50 mm | 30-100 |
| Aluminiumlegering | Diamant (PCD) / Högfartsstål (TiN-behandling) | φ300×4mm×50mm (Hög fart) | 200-500 |
Underhåll och försiktighetsåtgärder
Det viktigaste i metallskärningsprocessen är att köla ner (med vatten- eller oljekylning) för att förhindra att skärningskanten överhettas, vilket kan påverka skärningsprestanda och tjänstelivet för skärningsbladen. Under normal användning bör dynamisk balansering utföras för skärningsblad med en diameter större än 200 mm utanför. För skärningsuppgifter som kräver hög noga bör balansering utföras minst en gång i veckan, och mätningar bör tas en gång per dag.
Livstidsreferens
Högkvalitetsstål: 50-200 timmar (beroende på metallens hårdhet)
Karbider: 200-500 timmar (30% längre tjänsteliv för belagda verktyg)
CBN / Keramik: 500-1000 timmar (i precisionsskärningsläge)
Anpassade processer