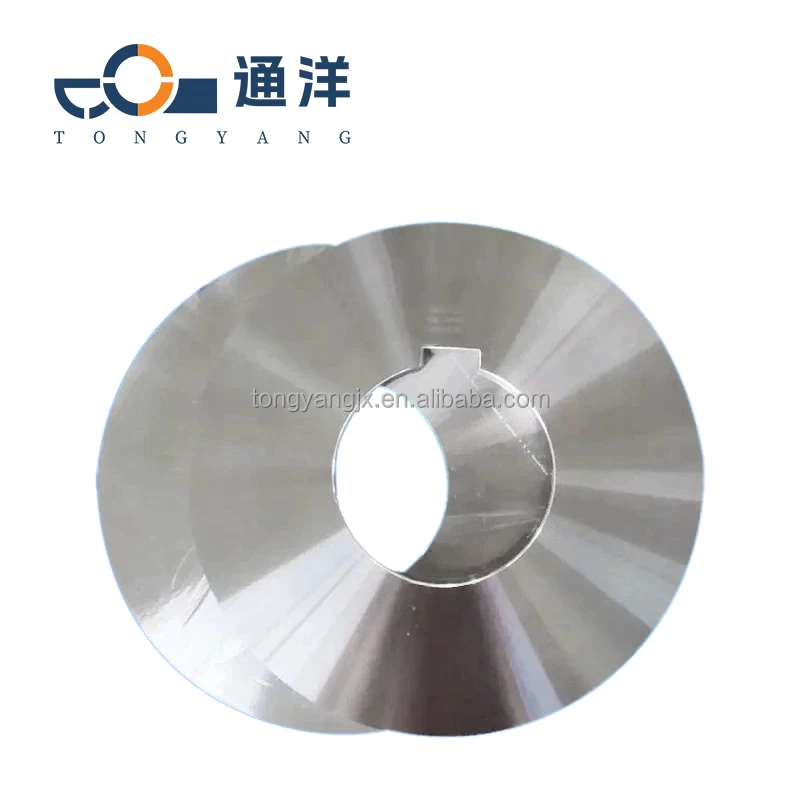
گول فلیٹنگ چھوڑی
یہ گول میٹل کٹنگ بلیڈ دانتی اور بالکل منتخب کردہ اعلی کوالٹی استیل سے بنی ہے۔ تیز تعمیر اور مقدماتی گرمی کے معالجہ کے فرائض کے ذریعہ، یہ اعلی سختی اور قوی مچلنا صبر کی مشہور ہے۔ کٹنگ کنارے تیز اور منظم ہے، جو میٹل کوئل کو کارآمد طریقے سے کٹانا ممکن بناتا ہے، اور یہ میٹل پروسسینگ جیسے صنعتوں میں وسیع طور پر استعمال ہوتا ہے۔
- جائزہ
- تجویز کردہ مصنوعات
عام مواد کے اقسام
| مواد | کلاسیک برانڈ | سختی | خواص اور ممکنہ صورتحال کے لئے مناسب |
| Tool Steel | SK5، SK7 | 55-60 | اس کا خرچ کم ہوتا ہے اور تیز تراشی شدہ کٹنگ کنارا ہوتا ہے۔ یہ نرم فلزات (کم کاربن سٹیل، کpps) کو کم رفتار کٹنگ (< 50m/منٹ) کے لئے مناسب ہے۔ |
| ہائی سپیڈ سٹیل (HSS) | M2، M42 | 62-68 | یہ اعلی درجے کی گرماں (600°C) کو تحمل کر سکتا ہے اور پھینکے سے بچنا ہوتا ہے۔ یہ مidl-رفتار کٹنگ (50-150m/منٹ) جیسے سٹرکچرل سٹیل، نازک استینلس سٹیل پلیٹس کے لئے مناسب ہے۔ |
| سیمنٹڈ کاربائیڈ | YG8 (WC-Co)، YT15 | 89-93HRA (≈HRC70-75) | اس کی سختی اور پھینکے سے بچنے کی صلاحیت بہت زیادہ ہوتی ہے۔ یہ عالی رفتار کٹنگ (150-300m/منٹ) کے لئے مناسب ہے، جیسے کہ قائمہ سٹیل، کاسٹ آئرن، اور موٹی استینلس سٹیل پلیٹس کے لئے۔ |
عمومی ابعاد، ماڈلز اور اسپیسیفیکشن
عمومی مشخصات
| معیار | رینج ( عام قدر) | معمولی مواد |
| قطر (Φ) | 50-600 ملی میٹر ( عام استعمال ہونے والی قدر 100-400 ملی میٹر ہے۔ ) | پتھریلوں کوٹنگ کے لئے: Φ100-200 ملی میٹر؛ موٹے پتھریلوں / تیز رفتار ڈیوائس کے لئے: Φ200-400 ملی میٹر |
| موٹائی (ملی میٹر) | 1-10 ملی میٹر ( فلز کی موٹائی کے مطابق چنیں۔ ) | پتھریلوں کے لئے (< 3 ملی میٹر): 1-3 ملی میٹر؛ درمیانی موٹائی کے پتھریلوں کے لئے (3-10 ملی میٹر): 3-6 ملی میٹر؛ موٹے پتھریلوں کے لئے (> 10 ملی میٹر): 6-10 ملی میٹر۔ |
| سوراخ کا قطر (D) | 15-100 ملی میٹر ( ڈیوائس کے محور کے قطر کے مطابق ہونا چاہئے۔ ) | عام طور پر استعمال ہونے والے قدر اسی ہوتے ہیں: 20 ملی میٹر، 25 ملی میٹر، 32 ملی میٹر، 50 ملی میٹر (بڑے سکیل کے آلات کے لئے مناسب). |
| کاٹنے والے کنارے کا زاویہ | راک انگل: -5° سے +15°; کلیرنس انگل: 5° - 15° | سخت دھاتوں کے لئے (جیسے ٹیمپرڈ استیل): منفی چھالنگ زاویہ (-5° سے 0°); نرم دھاتوں کے لئے: مثبت چھالنگ زاویہ (+5° سے +15°) |
ٹاؤنگ کی ڈیزائن
Flate edge: عام منظور کی قسم، چاکو کے لئے مناسب ہوتی ہے جو صاف فلزی سطح پر استعمال ہوتی ہے (جیسے الومینیم پلیٹ اور نازک شیٹس،不锈钢 پلیٹ).
آری دانت والا کنارے: کاٹنے کی قوت کو بڑھاتا ہے اور پھسلنے سے روکتا ہے۔ یہ موٹی پلیٹوں (5 ملی میٹر) یا زیادہ سختی والی دھاتوں (جیسے کاسٹ آئرن) کے لیے موزوں ہے۔
کویٹڈ چھت: TiN (عام منظور)، TiAlN (بالا درجہ حرارت کے خلاف مزید مقاومت)، CrN (بیشتر مقاومت)، جو فریکشن کو کم کر سکتی ہے اور ٹول کو چسبنے سے روک سکتی ہے (جیسے Stainless Steel کو کاٹنے کے وقت).
لہر کی شکل کا کنارہ: کاٹنے کی مزاحمت کو کم کرتا ہے اور ملٹی لیئر اسٹیکڈ دھاتوں (جیسے آٹوموٹو شیٹ میٹل) کو کاٹنے کے لیے موزوں ہے۔
خاصة تفاصیل
امتزاج کٹر: ایک سے زیادہ ٹکڑوں کو اسٹیک کیا جاتا ہے (جیسے 2-5 ٹکڑے)، جو ملٹی لیئر میٹلز (جیسے پاور ڈسٹری بیوشن کیبینٹ کی شیٹ میٹل) کی ہم وقت سازی کے لیے استعمال ہوتے ہیں۔
سٹیپڈ کٹر: کٹنگ کنارہ ایک سٹیپڈ شکل میں ہوتا ہے، جو مختلف موٹائی کی دھاتوں کی پروسیسنگ کے لیے موزوں ہوتا ہے (جیسے کہ شکل کی نالی)۔
الٹرا پتلا کٹر: 1 ملی میٹر سے کم موٹائی کے ساتھ، یہ صحت سے متعلق الیکٹرانک اجزاء (جیسے تانبے کے ورق اور ایلومینیم سٹرپس) کو کاٹنے کے لیے استعمال ہوتا ہے۔
انتخاب کی تجویزیں (فلز کی قسم کے مطابق جو کٹایا جارہا ہے)
| مواد | تجویز شدہ مواد: | عام ماڈل (Φ×T×D) | کٹنگ رفتار (میٹر/منٹ) |
| سافل سٹیل | High Speed Steel (M2) \/ ٹانگسٹن کاربائیڈ (YG8) | φ150×3 mm×25 mm | 80-200 |
| غیر سارہ سٹیل | ٹانگسٹن کاربائیڈ (YT15) + TiAlN کوٹنگ | φ200×5 مم×32 مم | 50-150 |
| آئرن | ٹنگسٹین کاربائیڈ (YG6X) / CBN | φ250×6 مم×50 مم | 30-100 |
| الومینیم آلائی | डائمنڈ (PCD) / ہائی سپیڈ استیل (TiN کوئٹنگ) | φ300×4mm×50mm (ہائی سپیڈ) | 200-500 |
رکاوٹیں اور مراقبہ
دھات کی کٹائی کے عمل میں سب سے اہم چیز ٹھنڈا ہونا ہے (پانی یا تیل کی ٹھنڈک کا استعمال کرتے ہوئے) کٹنگ ایج کو زیادہ گرم ہونے سے روکتا ہے، جو کاٹنے کی کارکردگی اور سروس لائف کو متاثر کر سکتا ہے۔ عام استعمال کے دوران، باہر سے 200 ملی میٹر سے زیادہ قطر والے بلیڈ کو کاٹنے کے لیے ڈائنامک بیلنسنگ کی جانی چاہیے۔ کاٹنے کے کاموں کے لیے جن کے لیے اعلیٰ درستگی کی ضرورت ہوتی ہے، توازن کو ہفتے میں کم از کم ایک بار انجام دیا جانا چاہیے، اور پیمائش دن میں ایک بار کی جانی چاہیے۔
حیات کا مرجع
مکسیکی سٹیل: 50-200 گھنٹے (میٹل کی سختی پر منحصر)
کاربائیڈ: 200-500 گھنٹے (کوٹڈ ٹولز کی 30 فیصد زیادہ خدماتی زندگی)
CBN / سیرامک: 500-1000 گھنٹے (پریشانی کاٹنگ سناریو میں)
سفارشی پروسسز