
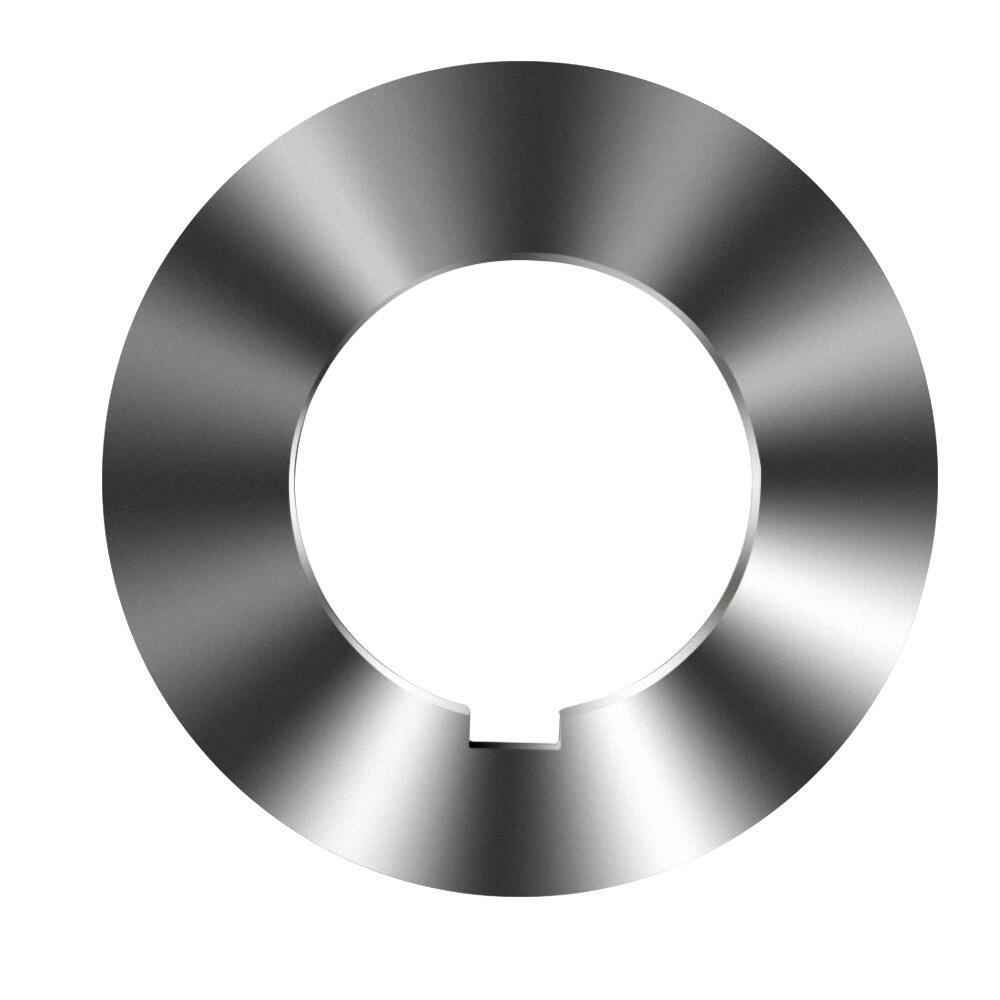
円形金属スリッティングナイフ
この円形の金属スリッティングブレードは、慎重に選ばれた高品質の鋼で作られています。精密な鍛造と高度な熱処理プロセスを通じて、高い硬度と強力な耐磨耗性を備えています。刃は鋭く正確で、金属コイルの効率的なスリッティングが可能であり、金属加工などの業界で広く使用されています。
- 概要
- おすすめ商品

一般的な材質タイプ
| 材質 | クラシックブランド | 硬度 | 特徴と適用されるシナリオ |
| 工具鋼 | SK5、SK7 | 55-60 | コストが低く、鋭い切れ味を持っています。軟金属(低炭素鋼、銅)の低速切削(< 50m/分)に適しています。 |
| 高速度鋼(HSS) | M2、M42 | 62-68 | 高温(600°C)に耐え、耐磨耗性があります。構造用鋼、薄いステンレス鋼板などの中速切削(50-150m/分)に適しています。 |
| セメントカーバイド | YG8 (WC-Co)、YT15 | 89-93HRA (≈HRC70-75) | 非常に高い硬度と耐磨耗性があり、高炭素鋼、鋳鉄、厚いステンレス鋼板などの高速切削(150-300m/分)に適しています。 |
一般的な寸法、モデルおよび仕様
一般仕様
| 規格 | 範囲(一般的な値) | 適用材料 |
| 直径(Φ) | 50-600mm(一般的に使用される値は100-400mmです。) | 薄板の切断の場合: Φ100-200mm;厚板/高速機器の場合: Φ200-400mm |
| 厚さ(mm) | 1-10mm(金属の厚さに応じて選択してください。) | 薄板(3mm未満): 1-3mm;中厚板(3-10mm): 3-6mm;厚板(10mm超): 6-10mm。 |
| 穴径(D) | 15-100mm(機器の軸径に合わせてください。) | 一般的に使用される値は次の通りです:20mm、25mm、32mm、50mm(大規模な機器向けに適しています)。 |
| カッティングエッジの角度 | 前角: -5° から +15°; 後角: 5° - 15° | 硬い金属(例:焼き入れ鋼)の場合: 負の切り刃角 (-5°から0°);柔らかい金属の場合: 正の切り刃角 (+5°から+15°) |
最先端のデザイン
フラットエッジ: 万能タイプで、滑らかな金属表面(アルミ板や薄いシート、ステンレス鋼板など)に適しています。
のこぎり状の刃: 切断力を増加させ、滑りを防止します。厚いプレート(5mm)や高い硬さを持つ金属(例えば鋳鉄)に適しています。
コーティングエッジ: TiN(万能タイプ)、TiAlN(高温に強い)、CrN(腐食に強い)で、摩擦や工具の接着を減らすことができます(例えば、ステンレス鋼を切断するとき)。
波状の刃: 切断抵抗を減らし、複数枚重ねられた金属(例えば自動車用シートメタル)を切断するのに適しています。
特殊仕様
コンビネーションカッター: 複数枚が積み重ねられています(例えば2〜5枚)で、多層金属の同期切断に使用されます(例えば配電キャビネットのシートメタル)。
ステップカッター: 刃が階段状になっており、異なる厚さの金属加工(例えば輪郭の溝)に適しています。
超薄型カッター: 1mm未満の厚さで、精密電子部品(例えば銅箔やアルミストリップ)の切断に使用されます。
選択の提案(切断する金属の種類に基づく)
| 材質 | 推奨材料: | 典型的なモデル (Φ×T×D) | カット速度 (m/min) |
| 軟鋼 | 高速度鋼(M2)/タングステンカーバイド(YG8) | φ150×3 mm×25 mm | 80-200 |
| ステンレス鋼 | タングステンカーバイド(YT15)+TiAlNコーティング | φ200×5 mm×32 mm | 50-150 |
| 鋳鉄 | タングステンカーバイド (YG6X) / CBN | φ250×6 mm×50 mm | 30-100 |
| アルミニウム合金 | ダイヤモンド (PCD) / 高速鋼 (TiN コーティング) | φ300×4mm×50mm (高速) | 200-500 |
メンテナンスと注意事項
金属切削プロセスで最も重要なことは、切削刃が過熱することを防ぐために(水または油を使った冷却)、冷却を行うことです。これは、切削性能やカッティングブレードの耐用年数に影響を与える可能性があります。通常使用中は、直径200mmを超えるカッティングブレードについては動的バランス調整を行う必要があります。高精度を要求される切削作業では、少なくとも週に一度はバランス調整を行い、毎日測定を行う必要があります。
一生の参考
高速鋼:50-200時間(金属の硬さによる)
カーバイド:200-500時間(コーティング工具は30%長寿命)
CBN/セラミック:500-1000時間(精密切削の場合)
カスタマイズプロセス