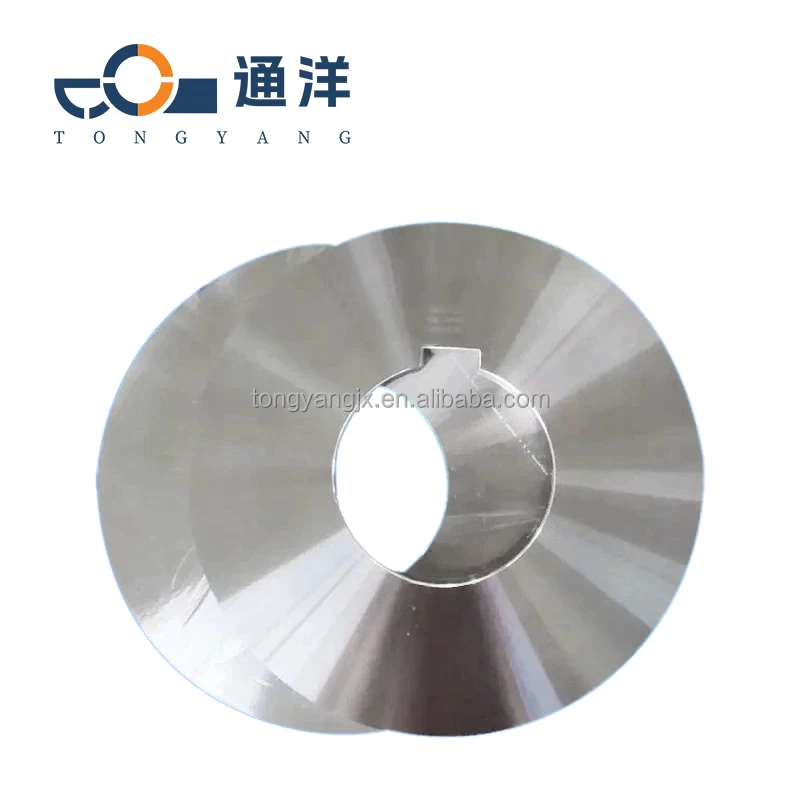
বৃত্তাকার ধাতু স্লিটিং ছুরি
এই বৃত্তাকার ধাতব স্লিটিং ব্লেডটি সাবধানে পরিবেশিত উচ্চ-গুণবত্তা ধাতু থেকে তৈরি। ঠিকঠাক ফোর্জিং এবং উন্নত হিট ট্রিটমেন্ট প্রক্রিয়ার মাধ্যমে, এর উচ্চ কঠিনতা এবং শক্তিশালী মোচন প্রতিরোধ রয়েছে। ছেদন কantenটি তীক্ষ্ণ এবং ঠিকঠাক, যা ধাতু কয়েল সম্পর্কে দক্ষ ভাবে স্লিটিং করতে সক্ষম করে, এবং এটি ধাতু প্রসেসিং এর মতো শিল্পে ব্যাপকভাবে ব্যবহৃত হয়।
- সারসংক্ষেপ
- সুপারিশকৃত পণ্য
সাধারণ মেটেরিয়াল ধরন
| উপাদান | ক্লাসিক ব্র্যান্ড | কঠোরতা | বৈশিষ্ট্য এবং প্রযোজ্য ঘটনা |
| টুল স্টিল | SK5, SK7 | 55-60 | এর খরচ কম এবং কেটে ফেলার ধার তীক্ষ্ণ। এটি মৃদু ধাতু (নিম্ন-কার্বন স্টিল, তামার) জন্য ধীরগতির ছেদন (< 50m/মিন) উপযোগী। |
| হাই-স্পিড স্টিল (HSS) | M2, M42 | 62-68 | এটি উচ্চ তাপমাত্রা (600°C) সহ্য করতে পারে এবং মোচড়ানোতে প্রতিরোধী। এটি গঠনমূলক স্টিল, পাতলা স্টেইনলেস স্টিল প্লেট ইত্যাদির জন্য মাঝারি গতির ছেদন (50-150m/মিন) উপযোগী। |
| Cemented Carbide | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | এটি অত্যন্ত কঠিন এবং মোচড়ানোতে প্রতিরোধী। এটি উচ্চ-গতির ছেদন (150-300m/মিন) জন্য উপযোগী, যেমন কুয়াশা দেওয়া স্টিল, লৌহ গোল্ড এবং বেশি মোটা স্টেইনলেস স্টিল প্লেট। |
সাধারণ আকার, মডেল এবং নিয়মিততা
সাধারণ স্পেসিফিকেশন
| নরমস | জোট (সাধারণ মান) | প্রযোজ্য উপকরণ |
| ব্যাস(Φ) | 50-600mm (সাধারণভাবে ব্যবহৃত মান 100-400mm।) | পাত কাটা জন্য: Φ100-200mm; মোটা পাত/উচ্চ-গতির যন্ত্রপাতি জন্য: Φ200-400mm |
| বেধ (মিমি) | 1-10mm (ধাতব পাতের মোটাসোটা অনুযায়ী নির্বাচন করুন।) | পাত জন্য (< 3mm): 1-3mm; মাঝারি মোটা পাত (3-10mm): 3-6mm; মোটা পাত (> 10mm): 6-10mm. |
| চুল্লির ব্যাস(D) | 15-100mm (যন্ত্রের অক্ষের ব্যাসের সাথে মিলে যাক।) | সাধারণভাবে ব্যবহৃত মানগুলি হল: 20mm, 25mm, 32mm, 50mm (বড় আকারের যন্ত্রপাতির জন্য উপযুক্ত।) |
| কাটা ধারের কোণ | আগ্রহস্ত কোণ: -5° থেকে +15°; পিছনের কোণ: 5° - 15° | কঠিন ধাতুর জন্য (যেমন কুয়াশা দেওয়া ইটের স্টিল): নেগেটিভ কাটা কোণ (-৫° থেকে ০°); মৃদু ধাতুর জন্য: পজিটিভ কাটা কোণ (+৫° থেকে +১৫°) |
কাটিং এজ ডিজাইন
Flate edge: সাধারণ উদ্দেশ্যের একটি প্রকার, সুসমতল ধাতব পৃষ্ঠ (যেমন অ্যালুমিনিয়াম প্লেট এবং পাত, রূপার প্লেট) জন্য উপযোগী।
করাত-দাঁতযুক্ত প্রান্ত: কাটার শক্তি বৃদ্ধি করে এবং পিছলে যাওয়া রোধ করে। এটি পুরু প্লেট (5 মিমি) বা উচ্চ কঠোরতাযুক্ত ধাতুর (যেমন ঢালাই লোহা) জন্য উপযুক্ত।
কোটিংযুক্ত ধার: TiN (সাধারণ উদ্দেশ্য), TiAlN (উচ্চ তাপমাত্রার বিরোধী), CrN (ক্ষারণের বিরোধী), যা ঘর্ষণ এবং যন্ত্রপাতি লেগে যাওয়ার কমতি ঘটাতে পারে (যেমন, রূপার ধাতু কাটার সময়)।
তরঙ্গ-আকৃতির প্রান্ত: কাটার প্রতিরোধ ক্ষমতা হ্রাস করে এবং বহু-স্তরযুক্ত ধাতু (যেমন স্বয়ংচালিত শীট ধাতু) কাটার জন্য উপযুক্ত।
বিশেষ নির্দেশিকা
কম্বিনেশন কাটার: একাধিক টুকরো স্তুপীকৃত (যেমন 2-5 টুকরো), যা বহু-স্তর ধাতুর (যেমন পাওয়ার ডিস্ট্রিবিউশন ক্যাবিনেটের শীট মেটাল) সিঙ্ক্রোনাস কাটার জন্য ব্যবহৃত হয়।
ধাপযুক্ত কাটার: কাটিং এজটি ধাপযুক্ত আকারে, যা বিভিন্ন পুরুত্বের ধাতু (যেমন কনট্যুরের খাঁজ) প্রক্রিয়াকরণের জন্য উপযুক্ত।
অতি-পাতলা কাটার: ১ মিমি-এর কম পুরুত্বের, এটি নির্ভুল ইলেকট্রনিক উপাদান (যেমন তামার ফয়েল এবং অ্যালুমিনিয়াম স্ট্রিপ) কাটার জন্য ব্যবহৃত হয়।
নির্বাচনের পরামর্শ (কাটা হচ্ছে ধাতুর ধরন অনুযায়ী)
| উপাদান | পরামর্শযোগ্য উপাদান: | টাইপিক্যাল মডেল (Φ×T×D) | কাটা গতি (মি/মিন) |
| মিল্ড স্টিল | হাই স্পিড স্টিল (এম২) / টাংস্টেন কারবাইড (YG8) | φ150×3 mm×25 mm | 80-200 |
| স্টেইনলেস স্টিল | টাংস্টেন কারবাইড (YT15) + TiAlN কোটিং | φ200×5 mm×32 mm | 50-150 |
| কাস্ট আয়রন | টাংস্টেন কারবাইড (YG6X) / CBN | φ250×6 মিমি×50 মিমি | 30-100 |
| অ্যালুমিনিয়াম অ্যালয় | হীরা (PCD) / হাই স্পিড স্টিল (TiN কোটিং) | φ300×4মিমি×50মিমি (High Speed) | 200-500 |
রক্ষণাবেক্ষণ এবং সতর্কতা
ধাতু কাটার প্রক্রিয়ায় সবচেয়ে গুরুত্বপূর্ণ বিষয় হল ঠান্ডা করা (জল বা তেল ঠান্ডা করার মাধ্যমে) যাতে কাটিং এজ অতিরিক্ত গরম না হয়, যা কাটিং কর্মক্ষমতা এবং পরিষেবা জীবনকে প্রভাবিত করতে পারে। কাটিং ব্লেড। স্বাভাবিক ব্যবহারের সময়, বাইরে 200 মিমি এর বেশি ব্যাসের ব্লেড কাটার জন্য গতিশীল ভারসাম্য বজায় রাখা উচিত। উচ্চ নির্ভুলতা প্রয়োজন এমন কাটার কাজের জন্য, সপ্তাহে অন্তত একবার ভারসাম্য বজায় রাখা উচিত এবং দিনে একবার পরিমাপ নেওয়া উচিত।
জীবনদায়ি তথ্য
উচ্চ গতির ইস্পাত: ৫০-২০০ ঘণ্টা (মেটালের কঠিনতার উপর নির্ভরশীল)
কারবাইড: ২০০-৫০০ ঘণ্টা (কোটিংযুক্ত সামগ্রীর ৩০% বেশি সেবা জীবন)
সিবিএন / সেরামিক: ৫০০-১০০০ ঘণ্টা (প্রেসিশন কাটিং সিনারিওতে)
맞춤형 প্রক্রিয়া