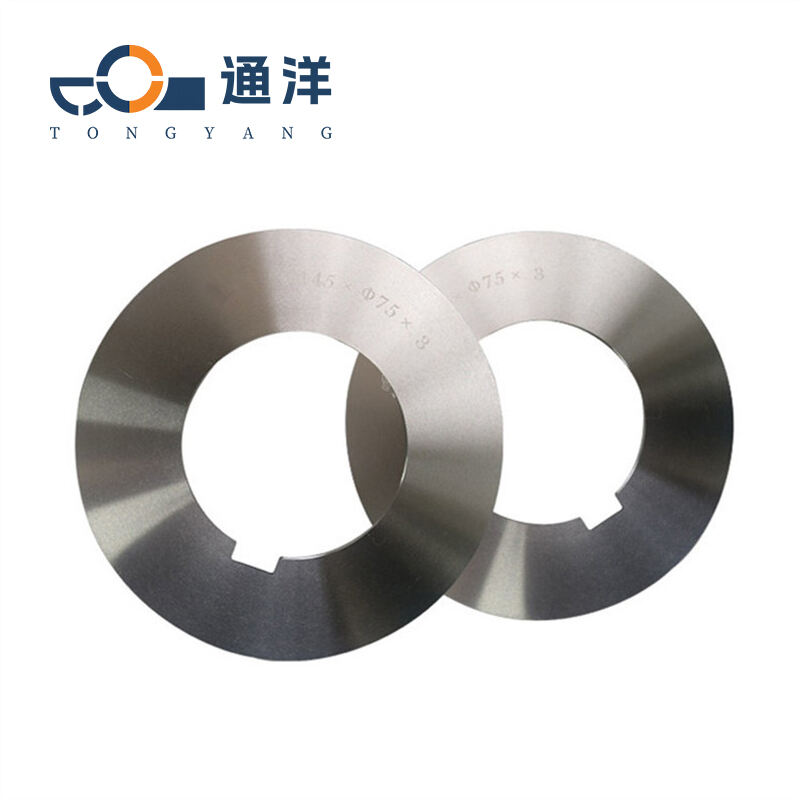

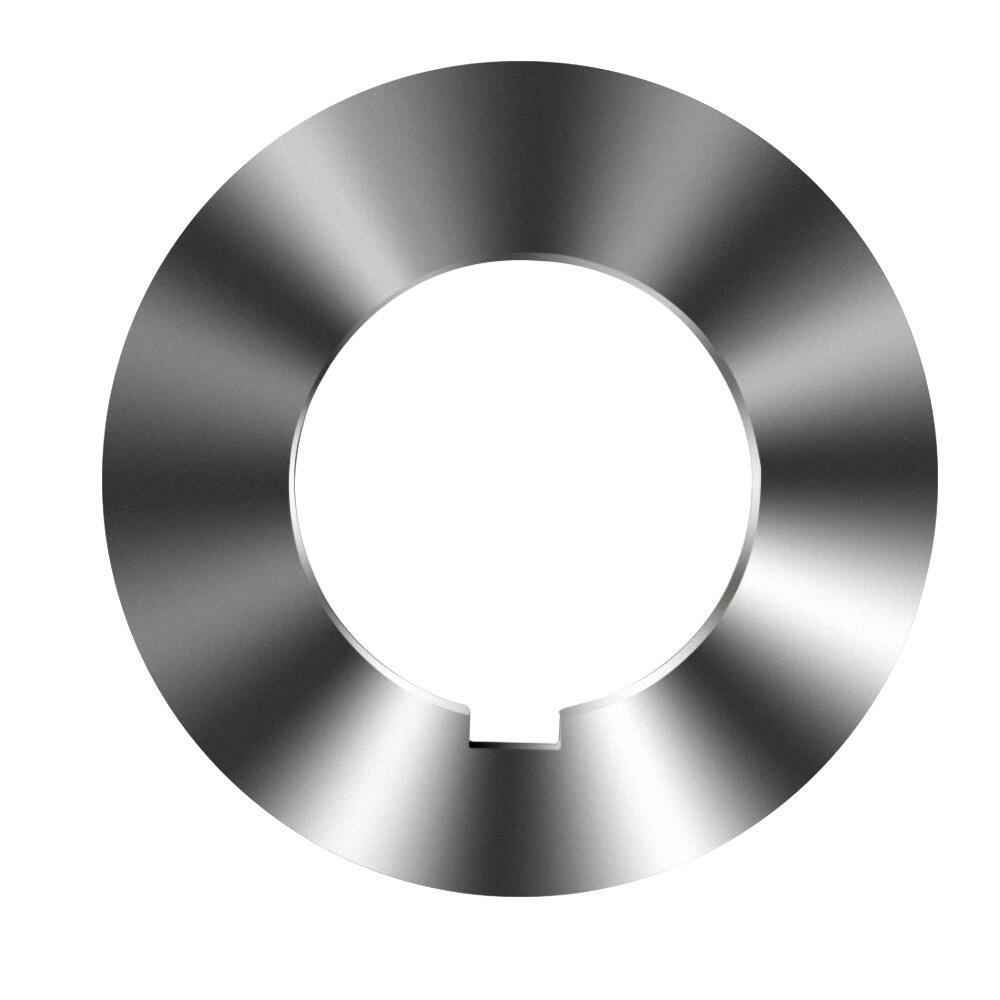
Kruhový kovový rezací nůž
Tento kruhový kovový režečný vôleň je vyrobený z pečlivo vybraného vysokokvalitného ocele. Pomocou presnej kováre a pokročilých procesov tepelného zaobchádzania sa charakterizuje vysokou tvrdoťou a silnou odolnosťou pred opotkaním. Režiaci okraj je ostrý a presný, čo umožňuje efektívne rozrezávanie kovových plechových valcov a široko sa používa v priemysle, ako je napríklad kovohrubnícky.
- Prehľad
- Odporúčané produkty

Bežné typy materiálov
| Materiál | Klasická značka | Tvrdosť | Vlastnosti a použitelné scénáre |
| Nástrojová ocele | SK5, SK7 | 55-60 | Má nízku nákladovosť a ostrú režiacu hranu. Je vhodná pre pomalé režanie (< 50m/min) mäkkých kovov (nízkouhličitý ocel, miedz). |
| Vysokorýchlostná ocele (HSS) | M2, M42 | 62-68 | Môže vydržať vysoké teploty (600°C) a je odolná pred opotrváním. Je vhodná pre strednorýchlostné režanie (50-150m/min) konštrukčnej ocele, tenkých nerezových plechov atď. |
| Hrdé karbídy | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Má extrémne vysokú tvrdość a odolnosť pred opotrváním. Je vhodná pre rýchle režanie (150-300m/min), ako napríklad zatvrdnutá oceľ, litina a hrubé nerezové plechy. |
Bežné rozmery, modely a špecifikácie
Hlavné špecifikácie
| Normy | Rozsah (bežné hodnoty) | Použiteľné materiály |
| Priemer (Φ) | 50-600mm (Bežne používaná hodnota je 100-400mm.) | Pre režanie tenkých plátov: Φ100-200mm; Pre hrubé pláty / vysokorýchlostné zariadenia: Φ200-400mm |
| Hrúbka (mm) | 1-10mm (Vybrať podľa hrúbky kovu.) | Pre tenké pláty (< 3mm): 1-3mm; pre stredne hrubé pláty (3-10mm): 3-6mm; pre hrubé pláty (> 10mm): 6-10mm. |
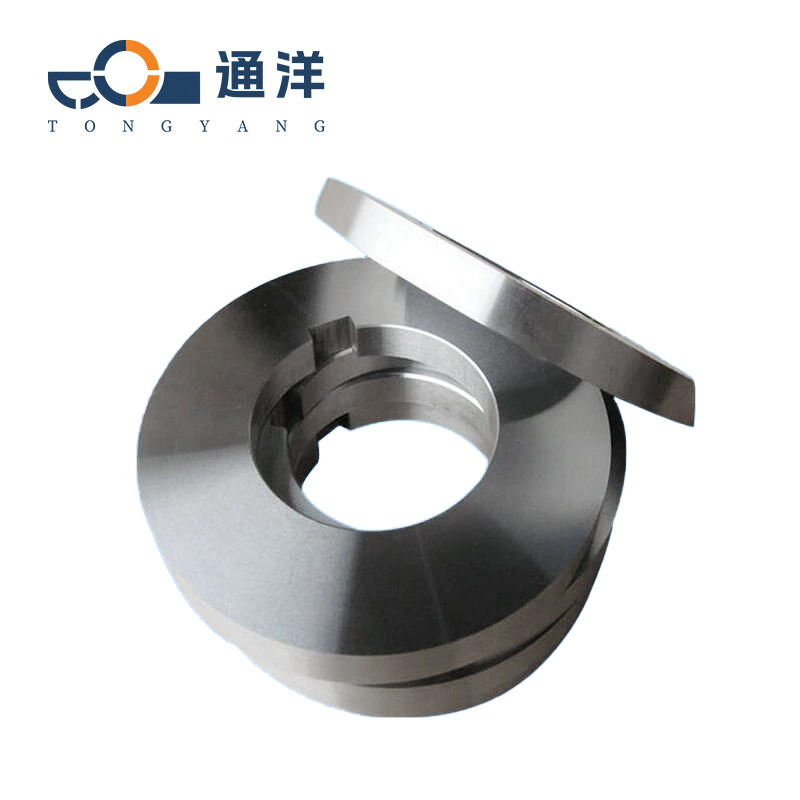
| Priemer otvoru (D) | 15-100mm (Zhodovať s priemerom osi zariadenia.) | Bežne používané hodnoty sú: 20mm, 25mm, 32mm, 50mm (vhodné pre veľkomerové zariadenia). |
| Uhol režacej hrany | Uhol naklonu: -5° do +15°; Uhol odstúpenia: 5° - 15° | Pre tvrde kovy (ako napr. utavený ocel): záporný úhel reže (-5° do 0°); Pre mäke kovy: kladný úhel reže (+5° do +15°) |
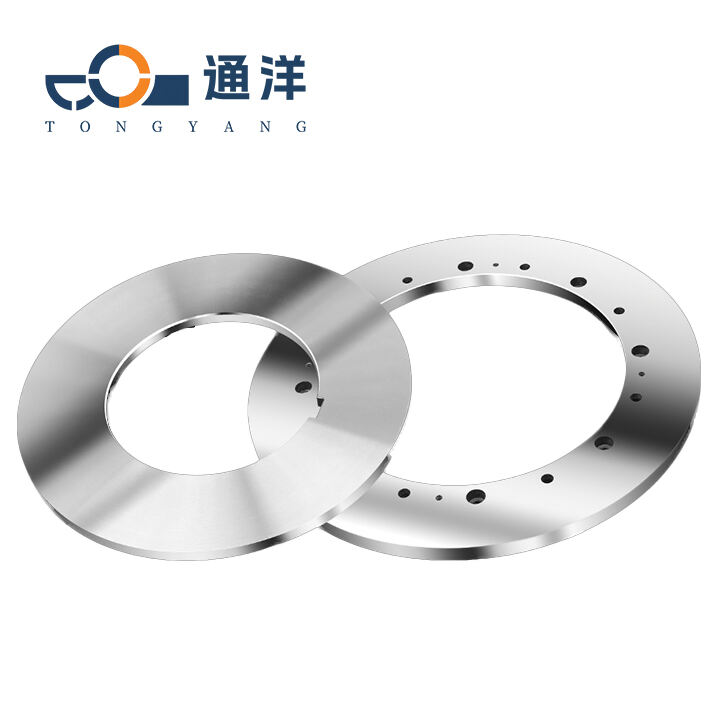
Dizajn rezačnej hrany
Plochý okraj: Obecného účelu typ, vhodný pre hladké kovové povrchy (ako alumíniové pláty a tenké listy, nerezové ocele).
Zubatý okraj: Zvyšuje reživú silu a prevádzka vylúčne preklúzanie. Je vhodný na hrubé pláty (5mm) alebo kovy s vysokou tvrdoťou (ako čuguľová oceľ).
Opravený okraj: TiN (obecného účelu), TiAlN (odolný pred vysokými teplotami), CrN (odolný pred koroziou), čo môže znížiť trenie a prilepenie nástroja (napríklad pri režaní nerezových ocelí).
Vlnovitý okraj: Redukuje reživý odpor a je vhodný na režanie viacslojových nakladaných kovov (ako autokárové plechové listy).
Špeciálne špecifikácie
Kombinačný rezač: Viaceré kusy sú nakladané (ako 2-5 kusov), ktoré sa používajú na synchronné režanie viacslojových kovov (ako plechové listy distribučných skrinkov).
Stupňovitý rezač: Rezačný okraj má stupňovitý tvar, čo je vhodné na spracovanie kovov rôznej hrúbky (ako obrysové štítiky).
Ultra tenký rezač: S hrúbkou menej ako 1mm, používa sa na režanie presných elektrických komponentov (ako miedzne folie a hliníkové pásy).
Návrhy na výber (podľa typu režaného kovu)
| materiál | Odporúčané materiály: | Typický model (Φ×T×D) | Rýchlosť rezu (m/min) |
| mäkká oceľ | Vysokorýchlostná ocele (M2) / Tungstenová karbídová (YG8) | φ150×3 mm×25 mm | 80-200 |
| nehrdzavejúca oceľ | Tungstenová karbídová (YT15) + TiAlN nátierka | φ200×5 mm×32 mm | 50-150 |
| litá železo | Tungsten carbide (YG6X) / CBN | φ250×6 mm×50 mm | 30-100 |
| Hliníková zliatina | Diamond (PCD) / High Speed Steel (TiN Coating) | φ300×4mm×50mm (High Speed) | 200-500 |
Údržba a opatrnosť
Najdôležitejšie v procese reza metálov je ochladzovanie (pomocou vodnej alebo olejovej kôľne) na Predchádzanie prehriatiu rezačného hrany, čo môže ovplyvniť výkonnosť pri reze a životnosť Rezačných lopatiek. Počas normálneho používania by sa pre rezače s priemerom väčším ako 200mm mimo toho mali vykonávať dynamické vyváženie. Pre rezačné úlohy, ktoré vyžadujú vysokú presnosť, by sa vyváženie malo vykonávať aspoň raz za týždeň, a merania by sa mali vykonávať raz denne.
Odkaz na životnosť
Vysokošpädová ocele: 50-200 hodín (podľa tvrdošťu kovu)
Karbid: 200-500 hodín (o 30% dlhšia životnosť nátieraných nástrojov)
CBN / Keramika: 500-1000 hodín (v scénariu presného režania)
Prispôsobené procesy