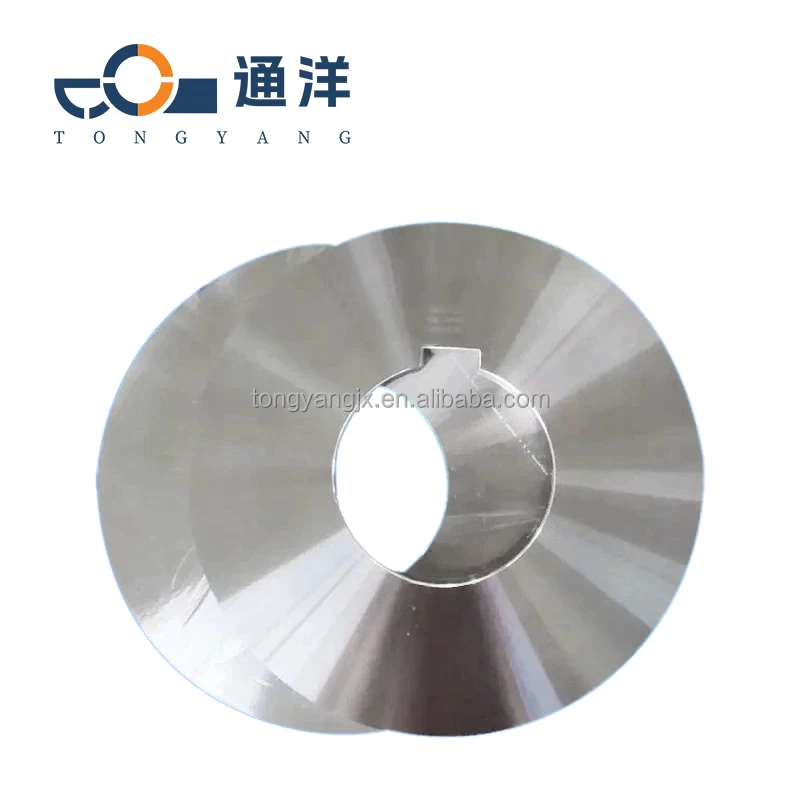
Krožni kovinski nož za rezanje
Ta krožna metalna škrablja je izdelana iz pazljivo izbrane visokokakovostne jekle. S pomočjo natančnega kovarskega procesa in naprednih postopkov toplinske obrabe, zna morebiti visoko trdno in močno odupljivost. Režni rob je ostri in natančen, kar omogoča učinkovito razrezovanje metalnih spiralek, in je široko uporabljena v industrijah, kot je obdelava metala.
- Pregled
- Priporočeni izdelki
Običajni tipi materialov
| Material | Klasična znamka | Trdota | Lastnosti in primerni scenariji |
| Teslitveno jeklo | SK5, SK7 | 55-60 | Ima nizek strošek in ostri rezni rob. Primeren je za rezanje na nizki hitrosti (< 50m/min) mehkih kovin (nizkoogličurne jekle, bakra). |
| Visokohitrostna ocelej (HSS) | M2, M42 | 62-68 | More biti visoke temperature (600°C) in je oduporen obnosu. Primeren je za rezanje na srednji hitrosti (50-150m/min) konstrukcijske jekle, tankih plošč nerjaveče jekle itd. |
| Sintezična karbida | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Ima izjemno visoko trdno in oduporno obnasanje. Primeren je za rezanje na visoki hitrosti (150-300m/min), kot so zakaljene jekle, gusarska jekla in debelih plošč nerjaveče jekle. |
Splošne razsežnosti, modeli in specifikacije
Splošne specifikacije
| Norme | Obseg (običajne vrednosti) | Ustreznost materialom |
| Premer (Φ) | 50-600mm (običajna uporabljena vrednost je 100-400mm.) | Za rezanje jakega plasti: Φ100-200mm; Za debeljši plast / visokopospešeno opremo: Φ200-400mm |
| Debelina (mm) | 1-10mm (Izberite glede na debelino kovinskega materiala.) | Za jake plaste (< 3mm): 1-3mm; za srednje debelostne plaste (3-10mm): 3-6mm; za debelke plaste (> 10mm): 6-10mm. |
| Premer vrelobe (D) | 15-100mm (Ujemajte z premerom osi naprave.) | Običajno uporabljene vrednosti so: 20mm, 25mm, 32mm, 50mm (primerne za velikansko opremo). |
| Kot režnega roba | Kot napredka: -5° do +15°; Kot odstopanja: 5° - 15° | Za tvrd kovin (kot ožjaljeno celzo): negativen nagnjenost rezala (-5° do 0°); Za mehke kovine: pozitivna nagnjenost rezala (+5° do +15°) |
Ostrijski dizajn
Ravna rob: Splošni namen, primerna za gladke kovinske površine (kot aluminijevi listi in jasmini, nerjavočelovski listovi).
Žagast rob: Poveča rezalno silo in preprečuje zdrs. Primeren je za debele plošče (5 mm) ali kovine z visoko trdoto (kot je lito železo).
Obarvan rob: TiN (splošni namen), TiAlN (odporen na visoke temperature), CrN (odporen na korozijo), kar lahko zmanjša tren in prilepljenje orodja (na primer, ko rezate nerjavočelov).
Valovito oblikovan rob: Zmanjša rezalni upor in je primeren za rezanje večplastnih kovin (kot je avtomobilska pločevina).
Posebne specificacije
Kombinirani rezalnik: Več kosov je zloženih (na primer 2-5 kosov), ki se uporabljajo za sočasno rezanje večplastnih kovin (kot je pločevina omaric za razdelitev električne energije).
Stopničasti rezalnik: Rezalni rob je stopničaste oblike, kar je primerno za obdelavo kovin različnih debelin (kot so na primer utori kontur).
Ultra tanek rezalnik: Z debelino manj kot 1 mm se uporablja za rezanje preciznih elektronskih komponent (kot so bakrene folije in aluminijasti trakovi).
Predlogi izbire (glede na vrsto rezane kovine)
| material | Priporočeni materiali: | Tipičen model (Φ×T×D) | Hitrost rezanja (m/min) |
| mehen ocel | Visokohitrostna ocel (M2) / Volffram-karbidska oseba (YG8) | φ150×3 mm×25 mm | 80-200 |
| nerjavnega jekla | Volffram-karbidska oseba (YT15) + TiAlN revrstvo | φ200×5 mm×32 mm | 50-150 |
| liveno železo | Tungsten carbide (YG6X) / CBN | φ250×6 mm×50 mm | 30-100 |
| Aluminijeva zlitina | Diamond (PCD) / High Speed Steel (TiN coating) | φ300×4mm×50mm (High Speed) | 200-500 |
Održavanje in opozorila
Najpomembnejša stvar pri procesu rezanja kovine je hlajenje (z vodo ali oljem), da se prepreči pregrevanje rezalnega roba, kar lahko vpliva na zmogljivost rezanja in življenjsko dobo rezil. Med normalno uporabo je treba za rezila s premerom večjim od 200 mm izvesti dinamično uravnoteženje. Za rezalna opravila, ki zahtevajo visoko natančnost, je treba uravnoteženje izvesti vsaj enkrat na teden, meritve pa enkrat na dan.
Dolgotrajna skrb
Visokotemeljska ocel: 50-200 ur (odvisno od trdnosti metala)
Karbid: 200-500 ur (30% daljši delovni življenja obremenjenih orodij)
CBN / Keramika: 500-1000 ur (v scenariju preciznega režanja)
Posebni postopki