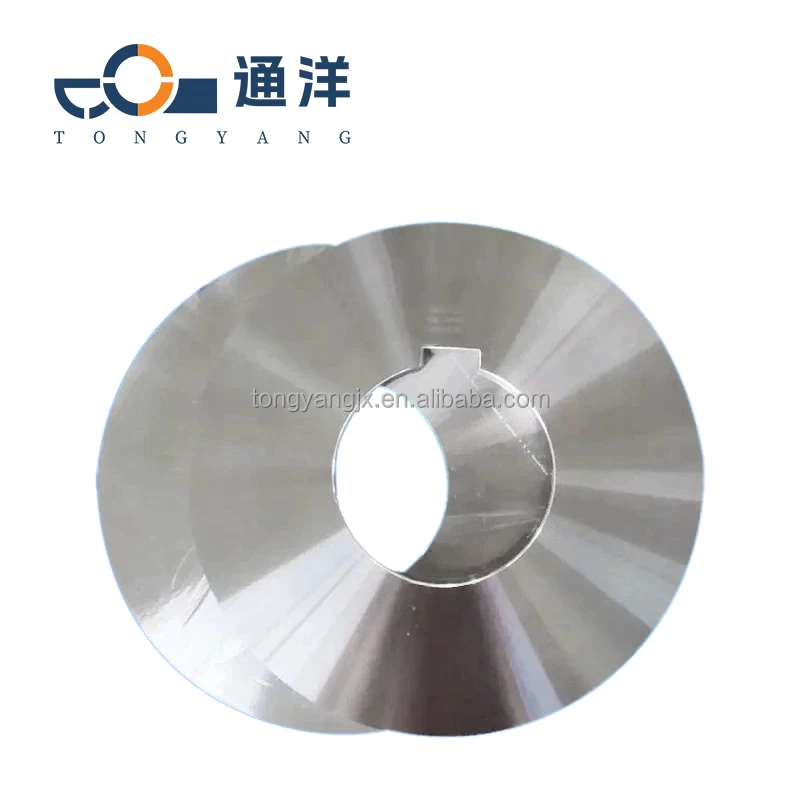
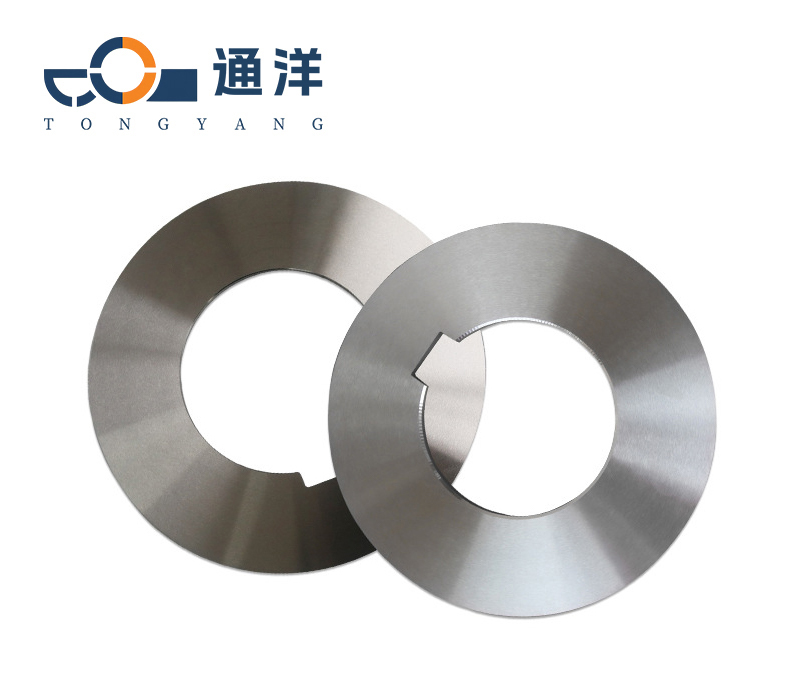
Krugli metalni štapići
Ova kružna metalna režacka čepa izrađena je od pažljivo odabranog visokokvalitetnog čelika. Putem preciznog forgeiranja i naprednih procesa toplinske obrade, posjeduje visoku tvrdoću i jaku otpornost na nošenje. Rezanje rub je oštar i precizan, omogućujući učinkovito šitkanje metalnih spirala, a široko se koristi u industriji poput metalne obrade.
- Prikaz
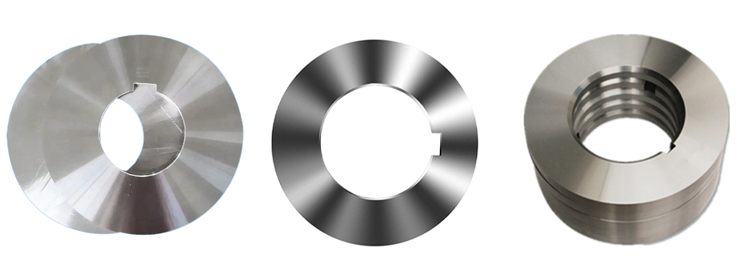
- Preporučeni proizvodi
Uobičajeni tipovi materijala
| Materijal | Klasčna marka | Tvrdoća | Značajke i primjenjivi scenariji |
| Alatni čelik | SK5, SK7 | 55-60 | Ima nisku cijenu i oštru reznu ivicu. Prilagođeno je brzom rezanju (< 50m/min) mekih metala (nizokarbonog čelika, bakra). |
| Brsavica visoke brzine (HSS) | M2, M42 | 62-68 | Može izdržati visoke temperature (600°C) i odoljeti iznosenju. Prilagođeno je srednjoj brzini rezanja (50-150m/min) konstrukcijskog čelika, tankih ploča od nerustingujućeg čelika itd. |
| Zarežani karbid | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Ima izuzetno visoku tvrdoću i otpornost na iznosenje. Prilagođeno je visokobrzinskom rezanju (150-300m/min), kao što su zakaljeni čelik, litija i deblje ploče od nerustingujućeg čelika. |
Uobičajene dimenzije, modeli i specifikacije
Opće specifikacije
| Norme | Opseg (Uobičajene vrijednosti) | Primjenjivi materijali |
| Promjer (Φ) | 50-600mm (Uobičajena vrijednost je 100-400mm.) | Za sijecanje tankih ploča: Φ100-200mm; Za debelje ploče / visoke brzine opreme: Φ200-400mm |
| Debljina (mm) | 1-10mm (Odaberite prema debjini metala.) | Za tanku ploču (< 3mm): 1-3mm; za srednje debelu ploču (3-10mm): 3-6mm; za duboku ploču (> 10mm): 6-10mm. |
| Promjer rupa (D) | 15-100mm (Prilagođeno promjeru osi opreme.) | Uobičajene vrijednosti su: 20mm, 25mm, 32mm, 50mm (pogodno za veliku opremu). |
| Kut sječice | Kut napredovanja: -5° do +15°; Kut odmaka: 5° - 15° | Za tvrde metale (poput otopljene ocele): negativni ugao šake (-5° do 0°); Za meke metale: pozitivni ugao šake (+5° do +15°) |
Dizajn sjecišne ivice
Ravni rub: Općenito namijenjen tip, pogodan za glatke metalne površine (poput aluminijumske ploče i tankih listova, nerđajuće olovo).
Zubasti rub: Povećava sile rezanja i sprečava klizanje. Prikladan je za deboke ploče (5mm) ili metale s visokom tvrdošću (poput čelika sa željeznom litostijom).
Opremljeni rub: TiN (općenito namijenjen), TiAlN (otporn na visoke temperature), CrN (otporn na koroziju), što može smanjiti trenje i lepljenje alata (na primjer, prirezanju nerđajućeg čelika).
Valastast rub: Smanjuje otpor prirezanju i prikladan je za rezanje složenih metala (poput automobilske oplate).
Posebne specifikacije
Kombinirani štoper: Više komada je složeno (poput 2-5 komada), koji se koriste za sinhrono rezanje višeslojnog metala (poput oplate distribucijskih skrinjiju).
Korakasti štoper: Rezanje ruba u obliku koraka, što je prikladno za obradu metala različite debljine (poput udubljenja na konture).
Ultra tanki štoper: S debljinom manjom od 1mm, koristi se za rezanje preciznih elektroničkih komponenti (poput bakrenih folija i aluminijevih traka).
Predlozi za izbor (prema vrsti kovine koja se šije)
| materijal | Preporučeni materijali: | Tipični model (Φ×T×D) | Brzina secanja (m/min) |
| blagi čelik | Visokobrzinska ocel (M2) / Tungsten karbida (YG8) | φ150×3 mm×25 mm | 80-200 |
| nerđajući čelik | Tungsten karbida (YT15) + TiAlN revrstva | φ200×5 mm×32 mm | 50-150 |
| lijevno željezo | Tungsten karbid (YG6X) / CBN | φ250×6 mm×50 mm | 30-100 |
| Aluminijska legura | Dijamant (PCD) / Visoka brzina čelika (Obložen TiN-om) | φ300×4mm×50mm (Visoka brzina) | 200-500 |
Održavanje i oprez
Najvažnije u procesu reza metala je hlađenje (pomoću vodenog ili ulja za hlađenje) kako bi se spriječilo pregrijavanje režnog ruba, što može utjecati na učinkovitost reza i životnu dobu režnih željeza. Tijekom običnog korištenja, treba izvršiti dinamičko ravnoteženje za režna željeza s promjerom većim od 200 mm. Za režne zadatke koji zahtijevaju visoku preciznost, ravnoteženje treba obaviti barem jednom tjedno, a mjerenja treba izvršiti jednom dnevno.
Vrijeme trajanja
Ostruga visoke brzine: 50-200 sati (ovisno o tvrđini metala)
Karbid: 200-500 sati (30% duže vrijeme službe za oblagane alate)
CBN\/ Keramika: 500-1000 sati (u scenariju preciznog sjecanja)
Prilagođeni procesi