
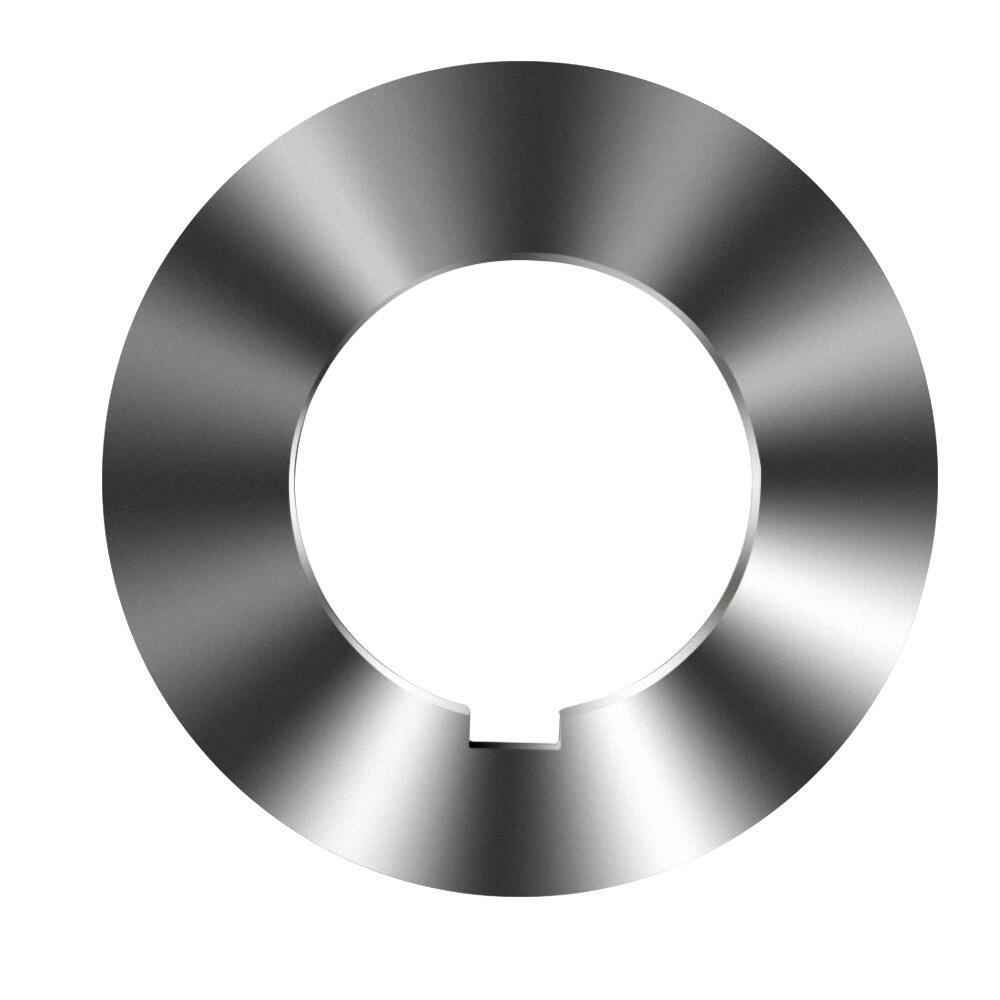
Ringne metalllõigeKnife
See ringne metallvööblat on tehtud hoolega valitud kõrgkvaliteedilisest terasest. Täpse kuvi ja edasijõudnute lämmastamisprotsesside abil omab see suurt kõrge tugevust ja tugevat ausuuse vastupanu. Lõigurand on terav ja täpsene, mis võimaldab metallkaulade efektiivset vöötamist ning seda kasutatakse laialdaselt metallitööstuses ja muudes valdkondades.
- Ülevaade
- Soovitud tooted

Tavalised materjalitüübid
| Materjal | Klassikaline märk | Kõvadus | Omadused ja rakenduskohad |
| Tööriistade hääle | SK5, SK7 | 55-60 | See on madal maksumus ja terav lõigur. Sobib madala kiirusega lõiguks (< 50m/min) pehmeste metallide puhul (noolerohi, koper). |
| Kiiruspaberi (HSS) | M2, M42 | 62-68 | See võib vastu pidada kõrgemat temperatuuri (600°C) ja on kulgevusvastane. Sobib keskkirju lõiguks (50-150m/min), nagu struktuurirohi ja veined rustevabad plaadid jne. |
| Sidekarbiid | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | See on erakorraliselt kerge ja kulgevusvastane. Sobib kiirkiirusega lõiguks (150-300m/min), näiteks vedelrohi, kaströhi ja rasede rustevaba rohi plaatide lõimiseks. |
Tavalised mõõdud, mudelid ja spetsifikatsioonid
ÜLDISED SPETSIFIKATSIOONID
| Normid | Vahemik (Tavalised väärtused) | Rakendatavad materjalid |
| Diametar (Φ) | 50-600mm (Tavaliselt kasutatav väärtus on 100-400mm.) | Lohkade lõigamiseks: Φ100-200mm; Paksate plaatide / kiirusega seadmete jaoks: Φ200-400mm |
| Paksus (mm) | 1-10mm (Vali metalli paksuse järgi.) | Lohkade jaoks (< 3mm): 1-3mm; Keskmine paksus (3-10mm): 3-6mm; Paksad plaadid (> 10mm): 6-10mm. |
| Puhasta diametar (D) | 15-100mm (Vastavalt seadme telgjoone diametrit.) | Tavaliselt kasutatavad väärtused on: 20mm, 25mm, 32mm, 50mm (suurte seadmete jaoks sobivad). |
| Lõigu nurk | Eesnurk: -5° kuni +15°; Taganurk: 5° - 15° | Kõvade metallide puhul (nt küpsetatud terased): negatiivne eelkaldumisnurk (-5° kuni 0°); Nihe metallite puhul: positiivne eelkaldumisnurk (+5° kuni +15°) |
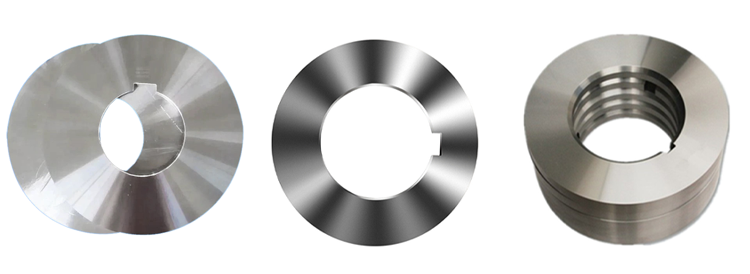
Edasiotsiv disain
Tasane äärmärk: Üldkasutusega tüüp, sobiv kasutada glatsmetallpinnadel (näiteks alumiiniumiplaatidel ja tipedel lehtmetallidel, roosteeta terases).
Sööklis ääreld: Suurendab lõigamisjõudu ja vältib libuset. Sobib paksate platide (5mm) või kõrgese karbuse metallide (nt kiudvool) lõimiseks.
Koostispuhastatud äärmärk: TiN (üldkasutus), TiAlN (kõrgetemperatuuri vastane), CrN (korroosioonivastane), mis vähendavad liugemist ja tööriistade kleepumist (nt roosteeta terase lõigamisel).
Lainukujuline ääreld: Vähendab lõigamiskiirgust ja sobib mitmete kihi叠加metallite (nt autode lehtmetallide) lõimiseks.
Eri spetsifikatsioonid
Kombineeritud lõikuri: Mitmed telged on üksteise kohal (nt 2-5 telget), mis kasutatakse mitmete kihi metallite (nt energiapaneelide lehtmetallide) sünkroonse lõimiseks.
Sammaste lõikuri: Lõikuril on sammasliku kujuga lõikur, mis sobib erineva paksuse metallite (nt kontuuride reviidi) töötlemiseks.
Ültrapuhast lõikuri: Puhjust väiksem kui 1mm, mis kasutatakse täpsuste elektronikakomponendite (nt kuparfoolid ja alumiiniumribad) lõimiseks.
Valikusoe (põhjustades lõigatava metalli tüübi)
| materjal | Soovitavad materjalid: | Tüüpne mudel (Φ×T×D) | Lõikumissürge (m/min) |
| lihtne nael | Kiirsuured (M2) / Wolfraamikarbiid (YG8) | φ150×3 mm×25 mm | 80-200 |
| roosteeta teras | Wolfraamikarbiid (YT15) + TiAlN kaasnevarjund | φ200×5 mm×32 mm | 50-150 |
| löödud raud | Tungstkaarbidiit (YG6X) \/ CBN | φ250×6 mm×50 mm | 30-100 |
| Alumiiniumisulamist | Diamaad (PCD) \/ Kiirelabor (TiN kaetud) | φ300×4mm×50mm (Kiirelabor) | 200-500 |
Hooldus ja ettevaatused
Koormetega töötlemise protsessis on kõige olulisem asjaolu kaasaegne jälgimine (kasutades vett või öli jaoks) et Vältida üleantumist, mis võib mõjutada tera toime ning teenindusaega Lõigur. Tavalises kasutuses tuleks tehnilise tasakaalu kontroll teha lõigurite puhul läbimõõtuga suurem kui 200mm Väljaspool. Lõikamistööde puhul, mis nõuavad kõrget täpsust, peaksid tasakaalu hindamine tegema vähemalt korra nädalas, ning mõõtmised peaks olema tehniline igapäevaselt.
Eluiga viide
Kõrgkiiruspaisti: 50-200 tundi (sõltub metalli kõvusest)
Karbid: 200-500 tundi (30% pikem kasutusaeg kaetud tööriistadega)
CBN\/ Keramik: 500-1000 tundi (täpsusteraamides)
Kohandatud protsessid