
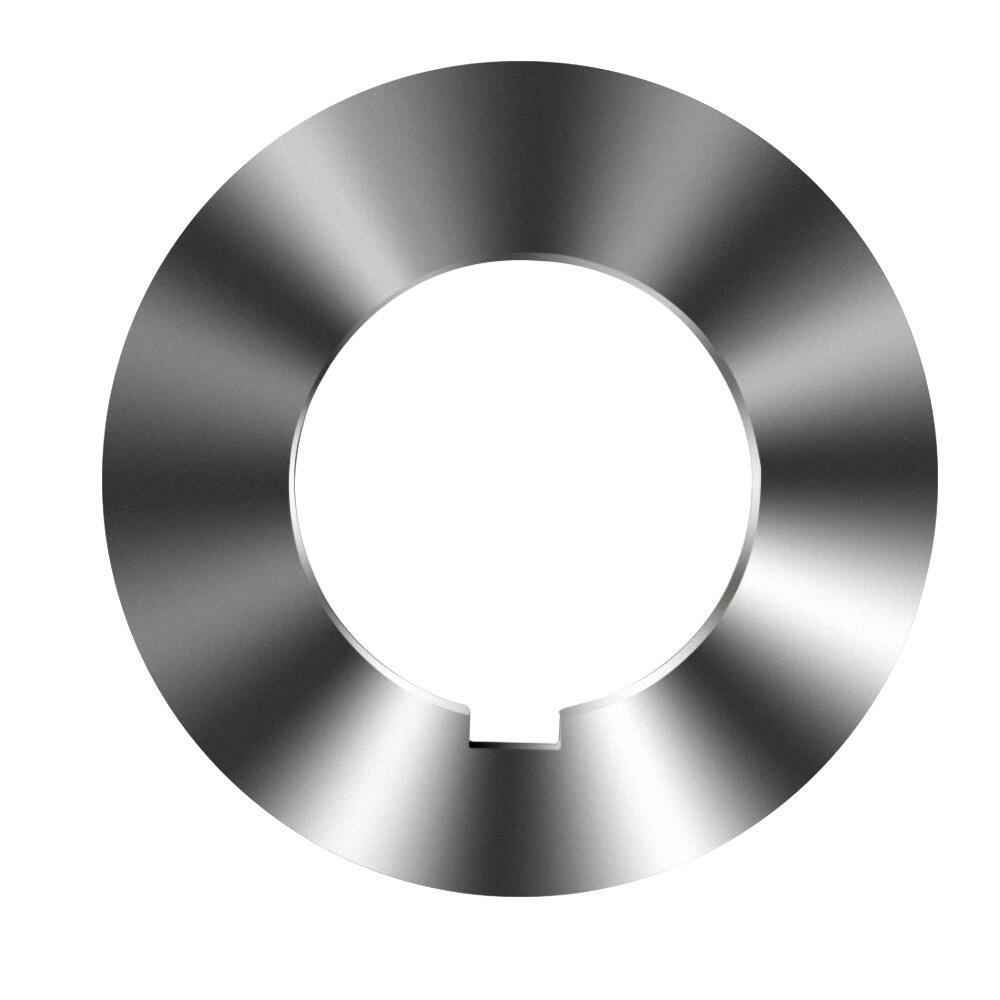
Aplis metāla šķēres
Šis apļais metāla šķēres ir izgatavotas no uzmanīgi atlasītas augstas kvalitātes dzelzs. Caurspīdīgu formēšanu un moderno siltuma apstrādes procesu tas raksturojas ar augstu tvērumu un stipru iznēsējamību. Griešanas malas ir ass un precīzas, ļaujot efektīvi šķelt metāla loksnes, un tiek plaši izmantotas metāla apstrādes nozarē.
- Pārskats
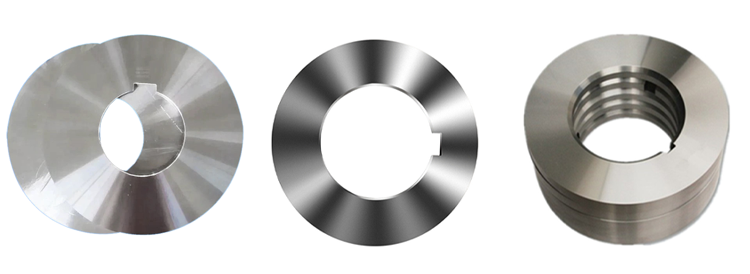
- Ieteiktie produkti

Parastie materiālu veidi
| Materiāls | Klasiskā zīme | Cietība | Īpašības un piemērošanas scenariji |
| Rīku dzelzs | SK5, SK7 | 55-60 | Tas ir ar zemu cenu un asu griešanas malu. Tas ir piemērots lēnam griešanam (< 50m/min) maīgajiem metāliem (zema oglekļa saturs, bakra). |
| Augstas ātruma dzelzs (HSS) | M2, M42 | 62-68 | To var izmantot augstās temperatūras apstākļos (600°C) un tas ir izturīgs pret iznēsāšanos. Tas ir piemērots vidējām ātrumiem griešanai (50-150m/min), piemēram, konstrukcijas dzelzs, smagie nestiprinātie tērauda plāki utt. |
| Cementētais karbīds | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Tam ir ļoti augsta tvēruma un izturība pret iznēsāšanos. Tas ir piemērots augstām ātrumiem griešanai (150-300m/min), piemēram, ugunsgabalu stālī, ciets tērauds un smagi nestiprināti tērauda plāki. |
Parastie izmēri, modeli un specifikācijas
Vispārīgie specifikācijas
| Normas | Diapazons (Parastie vērtības) | Izmantojamie materiāli |
| Diametrs (Φ) | 50-600mm (Parasti izmantotā vērtība ir 100-400mm.) | Plašu šķēlšanai: Φ100-200mm; Maksāmām plāksnēm / augstas ātruma iekārtēm: Φ200-400mm |
| Mildenis (mm) | 1-10mm (Izvēlieties atbilstoši metāla biežumam.) | Maksāmām plāksnēm (< 3mm): 1-3mm; Vidējiem plāksnēm (3-10mm): 3-6mm; Kāršiem plāksnēm (> 10mm): 6-10mm. |
| Caurlaides diametrs (D) | 15-100mm (Saskaņojiet ar iekārtas ass diametru.) | Parasti izmantotās vērtības ir: 20mm, 25mm, 32mm, 50mm (piemēroti lielām iekārtām). |
| Sērijas leņķis | Priekšmetes leņķis: -5° līdz +15°; Apgāžamo leņķis: 5° - 15° | Caur hard metalu (piemēram, smaidītajam dzelzs): negatīvs priekšstūris (-5° līdz 0°); Makss metalu: pozitīvs priekšstūris (+5° līdz +15°) |
Inovatīvs dizains
Līdzens malu: Vispārēja izmantošanas tips, piemērots gludām metāla virsmām (piemēram, aluminija plāksnēm un tumšajiem lapām, nerūsējošajai telpai).
Zobiņveida malas: Palielina griešanas spēku un novērsha vilkšanu. Tā ir piemērota smagiem plāksnēm (5mm) vai metāliem ar augstu ciešumu (piemēram, izkaltījuma dzelzs).
Apsegts malu: TiN (vispārēja izmantošana), TiAlN (uzturīgs pret augstām temperatūrām), CrN (korozijas uzturīgs), kas var samazināt trienu un rīku pielīmešanos (piemēram, kad griež nerūsējošo telpu).
Liekuma veida mala: Samazina griešanas pretestību un ir piemērota vairāku slāņu metālu griešanai (piemēram, automašīnu plāksnes).
Īpaši noteikumi
Kombinēts griežķerms: Vairāki gabali tiek sastopuoti (piemēram, 2-5 gabali), kas tiek izmantoti dažādu slāņu metālu sinhronizētai griešanai (piemēram, elektrosagatnes plāksnes).
Solu veida griežķerms: Griešanas mala ir solu veidā, kas ir piemērota metālu ar atšķirīgu biežumu apstrādei (piemēram, kontūru iegriezumi).
Sievietiski plaksna griežķerms: Ar biežumu mazāk nekā 1mm, tā tiek izmantota precīzu elektronisko komponentu griešanai (piemēram, bakra zīda un aluģieru jostām).
Izvēles priekšlikumi (atkarībā no tika jāgriež metāla veida)
| materiāls | Ieteicamie materiāli: | Tipiska modelis (Φ×T×D) | Griešanas ātrums (m/min) |
| vienkāršais dzelzs | Augstas ātruma dzelzs (M2) / Tungsten karbīds (YG8) | φ150×3 mm×25 mm | 80-200 |
| nerūsējošais tērauds | Tungsten karbīds (YT15) + TiAlN segums | φ200×5 mm×32 mm | 50-150 |
| čuguns | Tungsten carbide (YG6X) \/ CBN | φ250×6 mm×50 mm | 30-100 |
| Aluminija alejancija | Diamants (PCD) \/ Augstas ātrums tērauds (TiN apgabals) | φ300×4mm×50mm (Augstākā ātrums) | 200-500 |
Uzturēšana un piesardzības pasākumi
Svarīgākais metāla griešanas procesā ir uzrunāt (izmantojot ūdens vai olējas uzrunu), lai novērstu griešanas šķautnes pārāk siltinātos, kas var ietekmēt griešanas efektivitāti un dienestības ilgumu griešanas līstiem. Parastajā izmantošanā, griešanas līstiem ar diametru vairāk nekā 200 mm, ārpus tam jāveic dinamiskā līdzsvara pielāgošana. Griešanas uzdevumiem, kas prasa augstu precizitāti, līdzsvars jāpārbauda vismaz reizi mēnesī, un jādara mērījumi reizi dienā.
Ilgtspējīgs atsauces punkts
Augstas ātruma tērauds: 50-200 stundas (atkarībā no metāla cietuma)
Karbidu: 200-500 stundas (30% garāks darba termiņš apmācītajiem rīkiem)
CBN / Keramika: 500-1000 stundas (precizējošā griešanas situācijā)
Pielāgotie procesi