
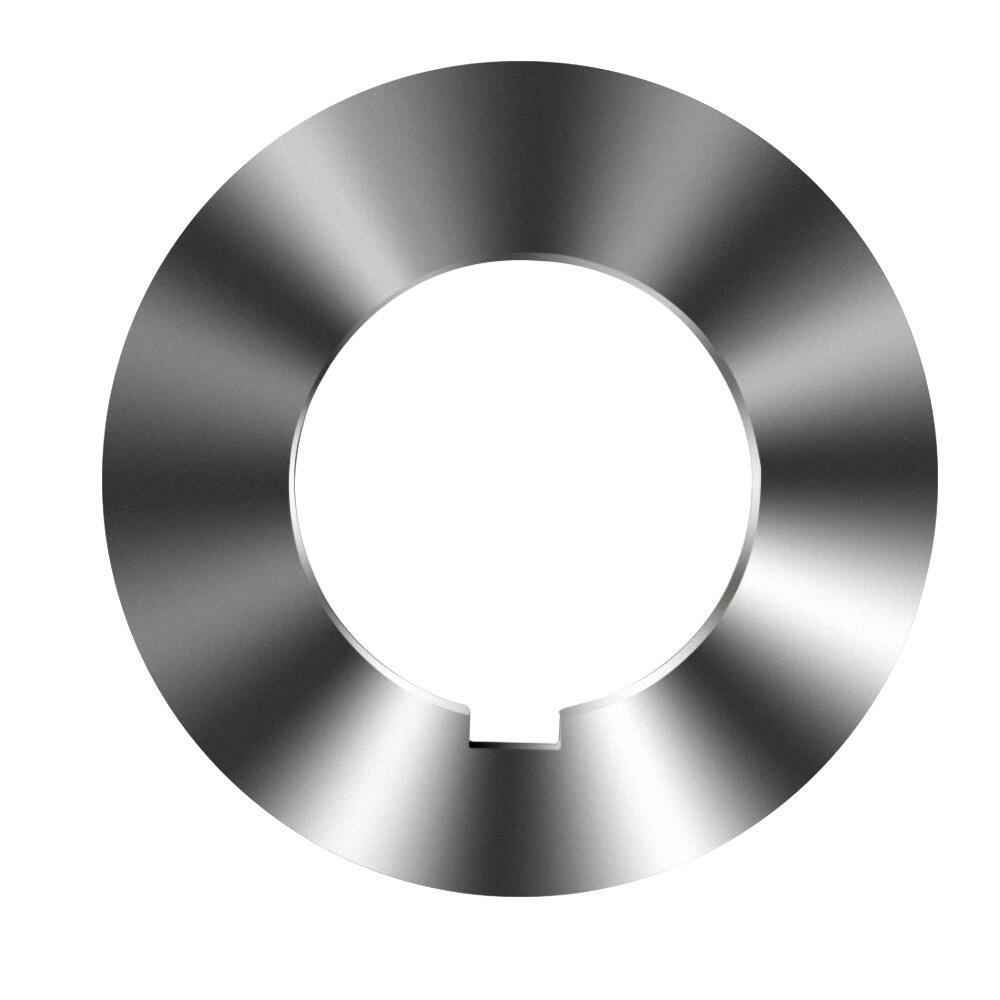
Kör alakú fémes reszklési készkés
Ez a kör alapú vasvágó cserpó magas minőségű acélból készült. Pontos öntési és fejlett hőkezelési folyamatokon keresztül nagy merevséggel és erős nyomás ellenállással rendelkezik. A vágószele éles és pontos, amely hatékonyan vághat olyan vasgyűrűket, és széles körben használják a vasiparban.
- Áttekintés
- Ajánlott termékek

Szokványos anyag típusok
| Anyag | Klasszikus márkák | Keménység | Jellemzők és alkalmazási területek |
| Eszköz-acs | SK5, SK7 | 55-60 | Alacsony költséggel és éles vágóéllel rendelkezik. Alkalmazható lassú sebességű (50m/perc alatt) vágásra lágy fémkészleteken (alacsony szén tartalmú acél, réz). |
| Magánhajtós acél (HSS) | M2, M42 | 62-68 | Magas hőmérsékletet (600°C) bír el, illetve ausztrális nyomású. Alkalmazható közepes sebességű vágásra (50-150m/perc) szerkezeti acél, vékony rostmentes acél lapok stb. esetén. |
| Cementált karbíd | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Rendkívül magas merevséggel és ausztrális nyomású. Alkalmazható nagy sebességű vágásra (150-300m/perc), például gyújtott acél, gúlyafém, valamint vastag rostmentes acél lapok esetén. |
Szokványos méretek, típusok és specifikációk
Általános előírások
| Normák | Tartomány (Általános értékek) | Alkalmazható anyagok |
| Átmérő (Φ) | 50-600mm (Az általánosan használt érték 100-400mm.) | Vastaglap-vágáshoz: Φ100-200mm; Vastag lapokhoz/szélességi berendezéshez: Φ200-400mm |
| Vastagság (mm) | 1-10mm (Válassza a fémlap vastagságától függően.) | Vasztalan lapokhoz (< 3mm): 1-3mm; közepes vastagságú lapokhoz (3-10mm): 3-6mm; vastag lapokhoz (> 10mm): 6-10mm. |
| Lyuk átmérője (D) | 15-100mm (Igazítsa az eszköz tengelyének átmérőjéhez.) | Az általánosan használt értékek: 20mm, 25mm, 32mm, 50mm (alkalmazható nagyberendezésekhez). |
| A vágóél szöge | Előszög: -5° +15°; Hátszög: 5° - 15° | Szemét fémekhez (például keményített acél): negatív elhanyagoló szög (-5° to 0°); Lágy fémethez: pozitív elhanyagoló szög (+5° to +15°) |
Vágóél tervezése
Sim oldal: Általános célú típus, alkalmas sima félmertekre (például alumíniumlapokra és vékony lapokra, rostalanócska lapokra).
Fűrészfogazott él: Növeli a vágóerőt és megakadályozza a megcsúszást. Vastag lemezekhez (5 mm) vagy nagy keménységű fémekhez (például öntöttvashoz) alkalmas.
Fedettsel oldal: TiN (általános célú), TiAlN (magas hőmérséklet ellenálló), CrN (korrozión ellenálló), amelyek csökkentik a súrlódást és a szerszám illeszkedését (például rostalanócska vágásakor).
Hullám alakú él: Csökkenti a vágási ellenállást, és alkalmas többrétegű, egymásra rakott fémek (például autóipari lemezek) vágására.
Különleges specifikációk
Kombinált vágó: Több darabot egymásra halmoznak (például 2-5 darab), amelyeket többrétegű fémek (például elosztószekrények lemezeinek) szinkron vágására használnak.
Lépcsős vágó: A vágóél lépcsős alakú, amely alkalmas különböző vastagságú fémek megmunkálására (például kontúrok hornyai).
Ultravékony vágó: 1 mm-nél kisebb vastagságával precíziós elektronikai alkatrészek (például rézfóliák és alumíniumcsíkok) vágására használják.
Választási javaslatok (a vágandó fém típusa szerint)
| anyag | Ajánlott anyagok: | Tipikus modell (Φ×T×D) | Vágási sebesség (m/perc) |
| lágyacél | Magas sebességű acél (M2) / Tungstenkarbíd (YG8) | φ150×3 mm×25 mm | 80-200 |
| rozsdamentes acél | Tungstenkarbíd (YT15) + TiAlN revélyezés | φ200×5 mm×32 mm | 50-150 |
| öntött vas | Tungsten carbide (YG6X) / CBN | φ250×6 mm×50 mm | 30-100 |
| Alumínium ötvözet | Diamond (PCD) / High Speed Steel (TiN-coating) | φ300×4mm×50mm (High Speed) | 200-500 |
Karbantartás és figyelmeztetések
A fémforgácsolási folyamat során a legfontosabb a lehűtés (víz- vagy olajhűtéssel), hogy megakadályozzuk a vágóél túlmelegedését, ami befolyásolhatja a vágási teljesítményt és az élettartamot. Vágópengék. Normál használat során dinamikus kiegyensúlyozást kell végezni a 200 mm-nél nagyobb külső átmérőjű vágópengék esetében. Nagy pontosságot igénylő vágási feladatoknál a kiegyensúlyozást legalább hetente egyszer el kell végezni, és a méréseket naponta egyszer kell végezni.
Élettartam referencia
Magas sebességű acél: 50-200 óra (függ a fémmérő anyag sűrűségétől)
Kárbid: 200-500 óra (30%-os hosszabb hasznos élet fedett eszközökkel)
CBN / Kerámia: 500-1000 óra (pontosságos vágási helyzetben)
Szabályozott folyamatok