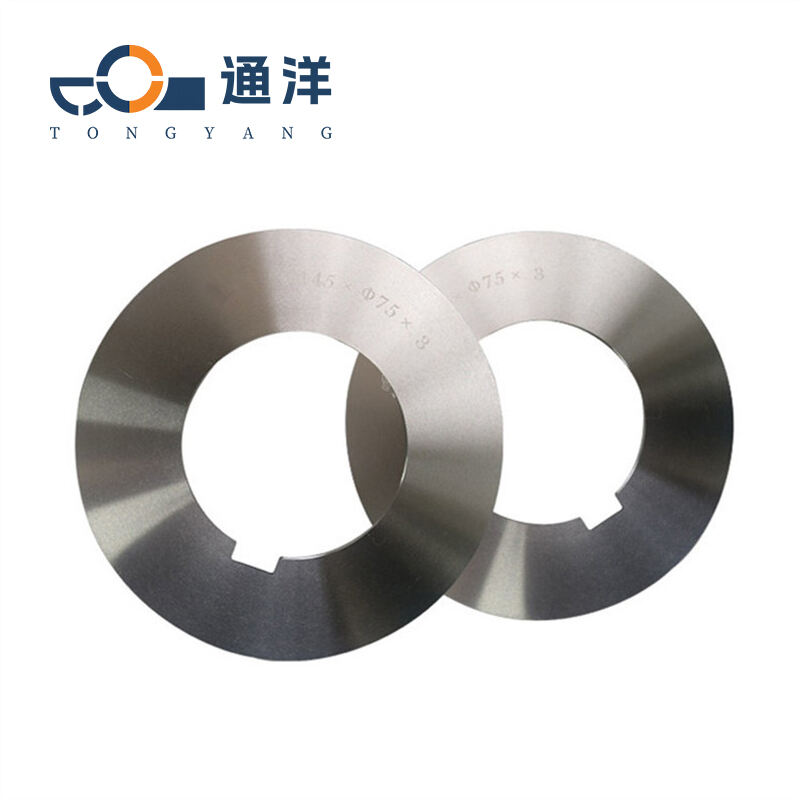

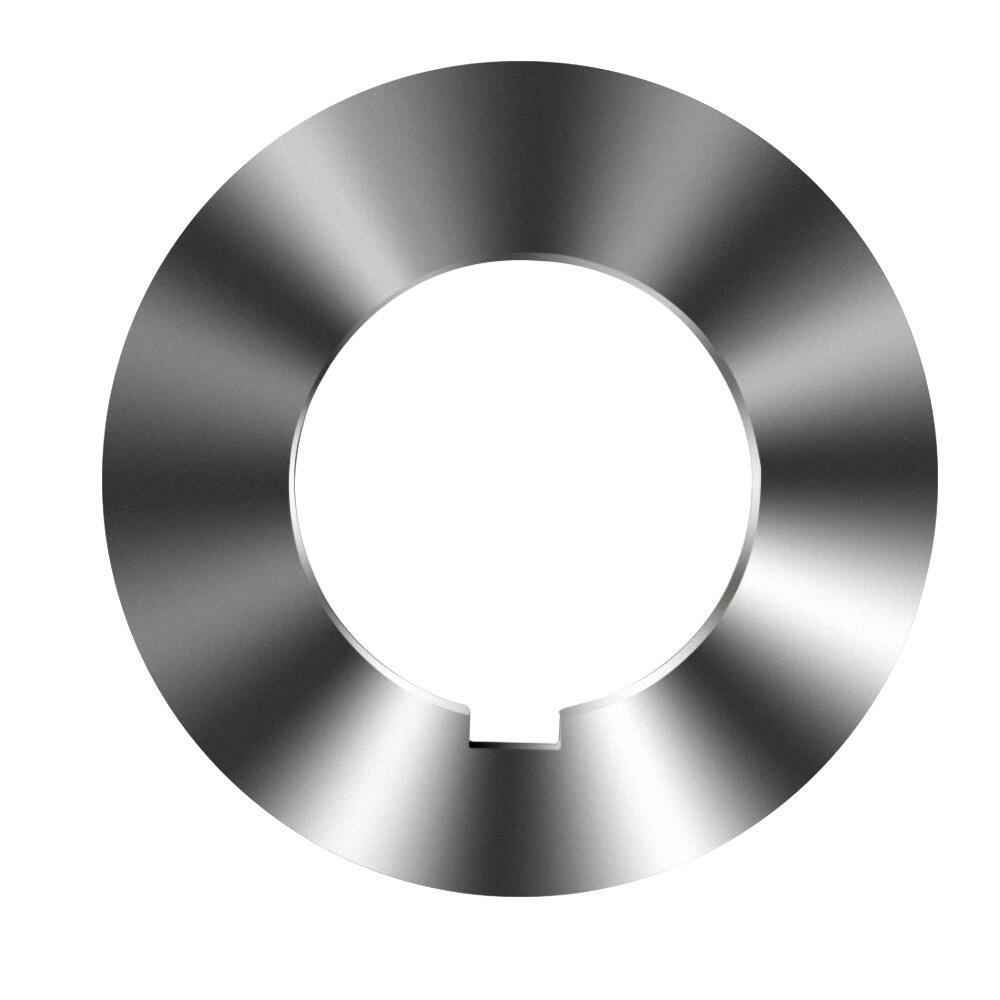
Lama circolare in metallo per taglio
Questa lama circolare in metallo per il taglio è realizzata con acciaio di alta qualità attentamente selezionato. Grazie a un processo di forgiatura precisa e trattamenti termici avanzati, presenta alta durezza e forte resistenza all'usura. Il bordo tagliente è affilato e preciso, consentendo un efficiente taglio di bobine metalliche, ed è ampiamente utilizzata nell'industria del lavorazione dei metalli.
- Panoramica
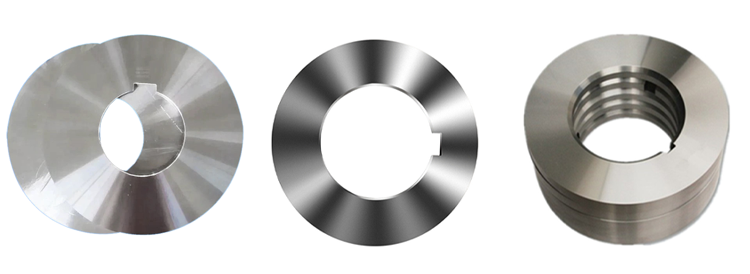
- Prodotti consigliati

Tipi comuni di materiali
| Materiale | Marca classica | Durezza | Caratteristiche e scenari di applicazione |
| Acciaio per utensili | SK5, SK7 | 55-60 | Ha un costo basso e un bordo tagliente affilato. È adatto per il taglio a bassa velocità (< 50m/min) di metalli morbidi (acciaio al carbonio basso, rame). |
| Acciaio ad alta velocità (HSS) | M2, M42 | 62-68 | Può resistere a temperature elevate (600°C) ed è antiscarificante. È adatto per il taglio a velocità media (50-150m/min) di acciai strutturali, lastre sottili in acciaio inossidabile, ecc. |
| Carbonio tungsteno | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Ha una durezza e una resistenza all'usura estremamente elevate. È adatto per il taglio ad alta velocità (150-300m/min), come acciai temprati, ghisa e lastre spesse in acciaio inossidabile. |
Dimensioni, modelli e specifiche comuni
Specificità generali
| Norme | Intervallo (Valori Comuni) | Materiali applicabili |
| Diametro(Φ) | 50-600mm(Il valore comunemente utilizzato è 100-400mm. ) | Per il taglio di lastre sottili: Φ100-200mm; Per lastre spesse/equipaggiamento ad alta velocità: Φ200-400mm |
| Spessore (mm) | 1-10mm(Scegliere in base alla spessore del metallo. ) | Per lastre sottili (< 3mm): 1-3mm; per lastre di spessore medio (3-10mm): 3-6mm; per lastre spesse (> 10mm): 6-10mm. |
| Diametro del foro(D) | 15-100mm (Corrisponde al diametro dell'asse dell'attrezzatura. ) | I valori comunemente utilizzati sono: 20mm, 25mm, 32mm, 50mm (adatti per attrezzature su vasta scala). |
| L'angolo della lama di taglio | Angolo di attacco: -5° a +15°; Angolo di sfalciatura: 5° - 15° | Per metalli duri (come l'acciaio temprato): angolo di attacco negativo (-5° a 0°); Per metalli morbidi: angolo di attacco positivo (+5° a +15°) |
Progettazione del bordo tagliente
Bordo piatto: Un tipo ad uso generico, adatto a superfici metalliche lisce (come lastre di alluminio e fogli sottili, lastre di acciaio inossidabile).
Bordo a denti segati: Aumenta la forza di taglio e impedisce lo scivolamento. È adatto per piastre spesse (5mm) o metalli con alta durezza (come il ghisa).
Bordo rivestito: TiN (uso generico), TiAlN (resistente alte temperature elevate), CrN (antincarro), che possono ridurre l'attrito e l'aderenza dello strumento (ad esempio, quando si taglia l'acciaio inossidabile).
Bordo a forma d'onda: Riduce la resistenza al taglio ed è adatto per tagliare metalli multi-strato (come le lamiera automobilistica).
Specifiche Speciali
Tagliatore combinato: Vengono accatastati più pezzi (come da 2 a 5 pezzi), utilizzati per il taglio sincrono di metalli multi-strato (come la lamiera dei pannelli di distribuzione elettrica).
Tagliatore a scalini: Il bordo di taglio ha una forma a scalino, adatto per lavorare metalli di diverse spessori (come i solchi dei contorni).
Tagliatore ultra-sottile: Con uno spessore inferiore a 1mm, viene utilizzato per il taglio di componenti elettronici di precisione (come fogli di rame e strisce di alluminio).
Suggerimenti di selezione (in base al tipo di metallo da tagliare)
| materiale | Materiali consigliati: | Modello Tipico (Φ×T×D) | Velocità di taglio (m/min) |
| acciaio dolce | Acciaio ad alta velocità (M2) / Carburo di tungsteno (YG8) | φ150×3 mm×25 mm | 80-200 |
| acciaio inossidabile | Carburo di tungsteno (YT15) + rivestimento TiAlN | φ200×5 mm×32 mm | 50-150 |
| ghisa | Carburo di tungsteno (YG6X) / CBN | φ250×6 mm×50 mm | 30-100 |
| Lega di alluminio | Diamante (PCD) / Acciaio ad alta velocità ( rivestimento TiN) | φ300×4mm×50mm (Alta Velocità) | 200-500 |
Manutenzione e precauzioni
La cosa più importante nel processo di taglio del metallo è raffreddare (usando raffreddamento a acqua o a olio) per evitare che il bordo tagliente si surriscaldi, il che potrebbe influire sulle prestazioni di taglio e sulla durata delle lame da taglio. Durante l'uso normale, si dovrebbe eseguire un bilanciamento dinamico per le lame da taglio con un diametro superiore a 200mm all'esterno. Per i compiti di taglio che richiedono una precisione elevata, il bilanciamento dovrebbe essere eseguito almeno una volta a settimana, e le misurazioni dovrebbero essere effettuate una volta al giorno.
Riferimento per tutta la vita
Acciaio ad alta velocità: 50-200 ore (dipende dall'indurezza del metallo)
Carburo: 200-500 ore (30% durata di servizio più lunga per strumenti rivestiti)
CBN\/Ceramica: 500-1000 ore (in scenario di taglio di precisione)
Processi personalizzati