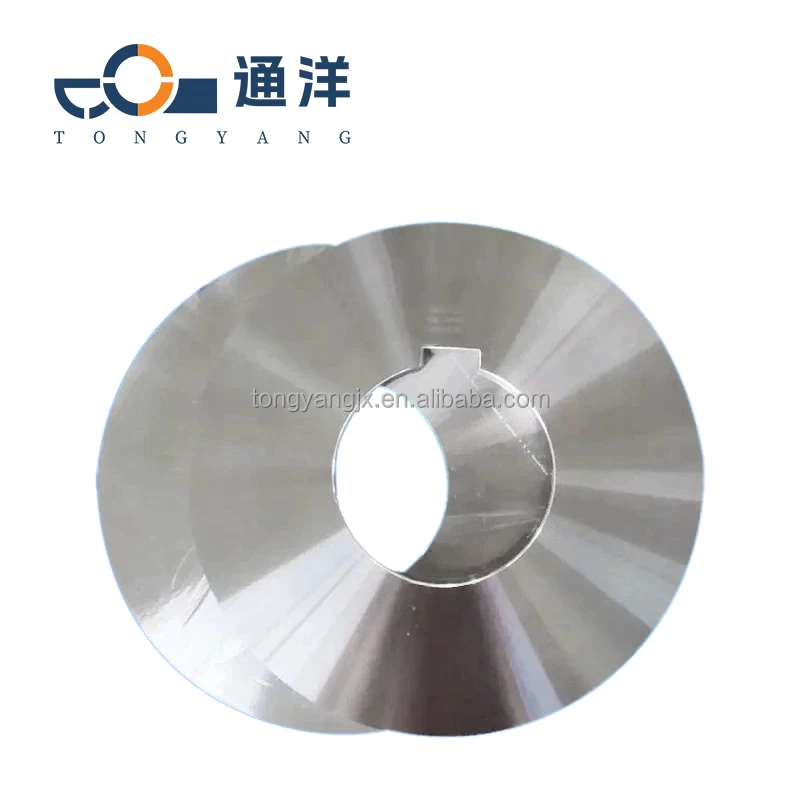
Cuțit circular metalic pentru străbuciri
Această cutie circulară metalică pentru taieră este fabricată din oțel de înaltă calitate, cu o selecție atentă. Prin forjare precisă și procese avansate de tratament termic, prezintă o greutate mare și o rezistență la uzurare puternică. Muchia de taieră este ascuțită și precisă, permițând o taieră eficientă a bobinei metale, fiind folosită în mod larg în industrii precum prelucrarea metalurghică.
- Prezentare generală
- Produse recomandate
Tipuri comune de materiale
| Material | Brand clasic | Duritate | Caracteristici și scenarii de aplicare |
| Oțel unelte | SK5, SK7 | 55-60 | Are un cost redus și o margine de tăiere ascuțită. Este potrivită pentru tăiere la viteză redusă (< 50m/min) a metalilor molți (oțel cu carbon scăzut, cupru). |
| Oțel de mare viteza (HSS) | M2, M42 | 62-68 | Poate rezista la temperaturi ridicate (600°C) și este rezistentă la uzurare. Este potrivită pentru tăiere la viteză medie (50-150m/min) a oțelurilor structurale, plăci subțiri din oțel inoxidabil, etc. |
| Carbunca presată | YG8 (WC-Co), YT15 | 89-93HRA (≈HRC70-75) | Are o duritate și o rezistență la uzurare extrem de ridicată. Este potrivită pentru tăiere la viteză ridicată (150-300m/min), cum ar fi oțelul prăjit, oțelul fără fier și plăci groase din oțel inoxidabil. |
Dimensiuni, modele și specificații comune
Specificatii Generale
| Norme | Interval (Valori Comune) | Materiale Aderente |
| Diametru (Φ) | 50-600mm (Valoarea comună folosită este 100-400mm.) | Pentru tăierea plăcilor subțiri: Φ100-200mm; Pentru plăci mai groase/echipamente în viteză ridicată: Φ200-400mm |
| Grosime (mm) | 1-10mm (Alegeți în funcție de grosimea metalului.) | Pentru plăci subțiri (< 3mm): 1-3mm; pentru plăci de grosime medie (3-10mm): 3-6mm; pentru plăci groase (> 10mm): 6-10mm. |
| Diametru gauri (D) | 15-100mm (Se potrivește cu diametrul axlei echipamentelor.) | Valorile comune folosite sunt: 20mm, 25mm, 32mm, 50mm (potrivite pentru echipamente la scară largă). |
| Unghiul marginii de tăiere | Unghi de intrare: -5° la +15°; Unghi de liberat: 5° - 15° | Pentru metale dure (cum ar fi oțelul stârnit): unghi de captare negativ (-5° până 0°); Pentru metale moale: unghi de captare pozitiv (+5° până +15°) |
Proiectare Margine Tăioasă
Margine plată: Un tip universal, potrivit pentru suprafețe metalice albe (cum ar fi plăci de aluminiu și foile subțiri, plăci de oțel inoxidabil).
Muchie dințată: Crește forța de tăiere și previne alunecarea. Este potrivită pentru plăci groase (5 mm) sau metale cu duritate ridicată (cum ar fi fonta).
Margine îmbrăcată: TiN (universal), TiAlN (rezistent la temperaturi ridicate), CrN (rezistent la coroziune), care pot reduce frecare și aderarea unghiului (de exemplu, la tăierea oțelului inoxidabil).
Muchie ondulată: Reduce rezistența la tăiere și este potrivită pentru tăierea metalelor suprapuse în mai multe straturi (cum ar fi tabla auto).
Specificatii Speciale
Tăietor combinat: Mai multe bucăți sunt stivuite (cum ar fi 2-5 bucăți), care sunt utilizate pentru tăierea sincronă a metalelor multistrat (cum ar fi tabla metalică a dulapurilor de distribuție a energiei).
Freză în trepte: Muchia tăietoare are o formă în trepte, potrivită pentru prelucrarea metalelor de diferite grosimi (cum ar fi canelurile contururilor).
Freză ultra-subțire: Cu o grosime mai mică de 1 mm, este utilizată pentru tăierea componentelor electronice de precizie (cum ar fi folii de cupru și benzi de aluminiu).
Sugestii de selecție (conform tipului de metal tăiat)
| material | Materiale recomandate: | Model tipic (Φ×T×D) | Viteza de tăiere (m/min) |
| oțel moale | Oțel de mare viteza (M2) / Carbura de tungsten (YG8) | φ150×3 mm×25 mm | 80-200 |
| oțel inoxidabil | Carbura de tungsten (YT15) + strat TiAlN | φ200×5 mm×32 mm | 50-150 |
| fier de fier | Carbura de tungsten (YG6X) \/ CBN | φ250×6 mm×50 mm | 30-100 |
| Aliaj de aluminiu | Diamant (PCD) \/ Oțel rapid (Revopsit cu TiN) | φ300×4mm×50mm (Ridicată Viteză) | 200-500 |
Menținere și Precauțiuni
Cel mai important lucru în procesul de tăiere a metalului este răcirea (folosind apă sau ulei) pentru a preveni supraîncălzirea muchiei așchietoare, ceea ce poate afecta performanța de tăiere și durata de viață a lamelor. În timpul utilizării normale, echilibrarea dinamică trebuie efectuată pentru lamele cu un diametru exterior mai mare de 200 mm. Pentru sarcinile de tăiere care necesită precizie ridicată, echilibrarea trebuie efectuată cel puțin o dată pe săptămână, iar măsurătorile trebuie efectuate o dată pe zi.
Referință pe durata vieții
Oțel de înaltă viteză: 50-200 de ore (în funcție de duretatea metalului)
Carbide: 200-500 de ore (cu 30% mai lungă durată de viață a unghiilor îmbrăcute)
CBN\/Ceramică: 500-1000 de ore (în scenariul tăierii cu precizie)
Procese personalizate