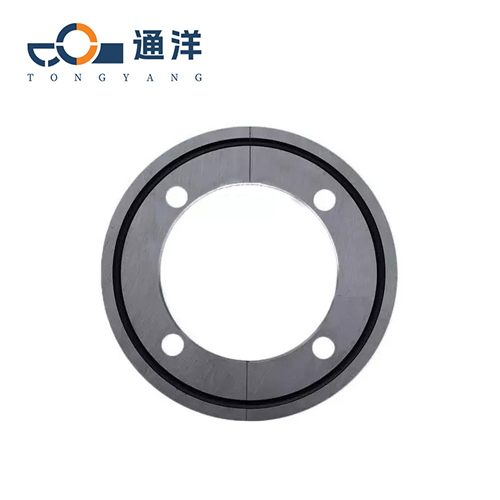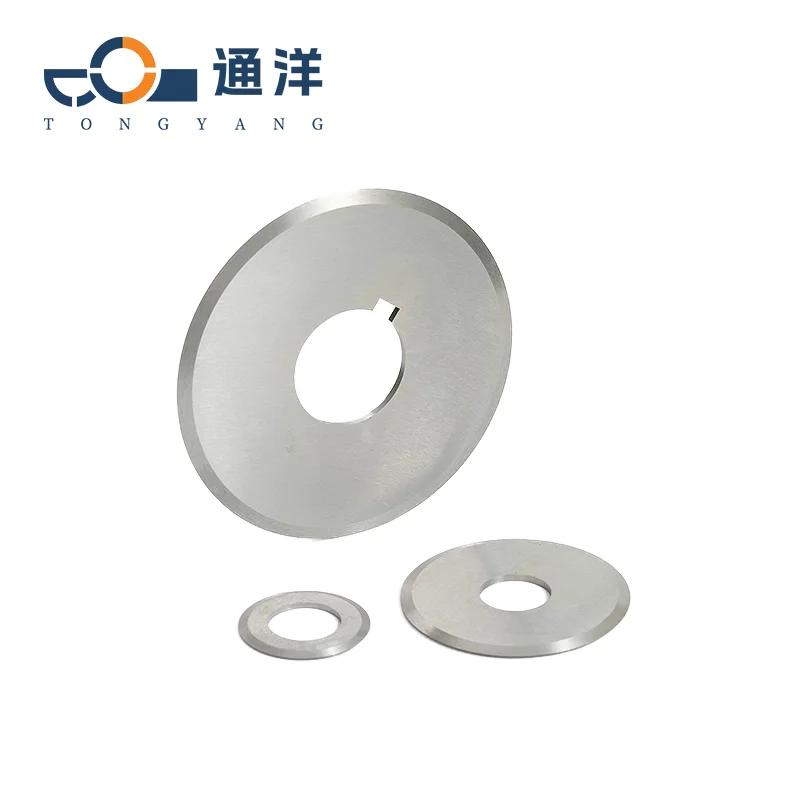





Pappirkniv
Det kan slitte ulike plastfolier, som polyetylen (PE)-folie, polypropylen (PP)-folie, polyvinylklorid (PVC)-folie osv., for å møte kravene til dimensjoner og spesifikasjoner for plastfolier innen ulike felt som emballasje, landbruk og elektronikk.
Laveste ordremengde: 10
Leveringstid: 7–15 dager etter betaling
- Oversikt
- Anbefalte produkter

Vanlige materialer og anvendelser
Alloyert verktøystål
Materialekarakteristikk: Alloyert verktøystål har flere legemidler lagt til, som krom, molybden, vanadium, osv., og det har god hårdbarings evne og motstandsdyktighet mot slitasje. Etter profesjonell varmebehandling kan dets hardhet nå omtrent HRC60-65. Det kan tåle en viss grad av kollisjonslast og er ikke nøye til å få kantbrudd eller kantkrølling under prosessene for å klippe papir, papirrør, og stoff. Dets kostnad er relativt moderat, og det har en høy kostnadsfordel, noe som gjør det egnet for storstilt produksjon og anvendelse.
Søknad: For generell skriveskum, kontorspapir, pappersrør, stoff, osv., brukes vanligvis øvre og nedre kløver av koboltverktøyjern. Kløvingskravene for disse materialene er relativt lave, og koboltverktøyjernkløver kan oppfylle kravene til produksjons-effektivitet og kvalitet, som kan redusere produksjonskostnadene. høyhastighetsstål
Høys fartstål
Materialekarakteristikk: Det kan oppfylle kravene til høyhastighetsskjæring og automatisert klipping utstyr, opprettholde relativt høy hardhet og skjæringsprestasjoner selv ved høye temperaturer, redusere skaderen og erstattningsfrekvensen for skjæringsverktøy, og forbedre produksjon effektivitet.
Søknad: De øvre og nedre slittknivene laget av høyfartsstål er ofte brukes i situasjoner der høye krav settes til nøyaktighet og fart ved slitting, som i den trykkindustri for å klippe ut trykt papir, samt for papirutuber, ikke-vevet stoff plast filmer, osv. Høyhastighetsstålspapirklippknivene kan holder god kant skarphet og dimensjonsnøyaktighet under høyfartsskjæring prosessen, og sikrer at kanter av skjået papir er akkurat og jevnt, dermed oppfyller kvalitetskravene av høy nøyaktighet slitting.
Bondekarbid
Materialekarakteristikk: Det består hovedsakelig av hardfaser som tungstenkarbid og titaniumkarbid, og binderfaser som kobolt og nikkel. Det har ekstremt høy hardhet, som kan nå HRA90-93 (tilsvarende HRC74-81), og har utmærket motstand mot ausforming, korrosjon motstand og høytemperatur motstand. Likevel har det dårlig tøffhet, høy brittelsesgrad, svak evne til å klare kraftige impakttaster, og er dyrt.
Søknad: For spesialpapir med overflater, filmer eller de som er hårde og slipemotstandige, øvre og nedre klippkniver laget av sementert karbid er den første valget. Deres høy hardhet og slitestyrke kan effektivt motstå slitasje og sikre klippekvaliteten og tjenestelivet på knivene.
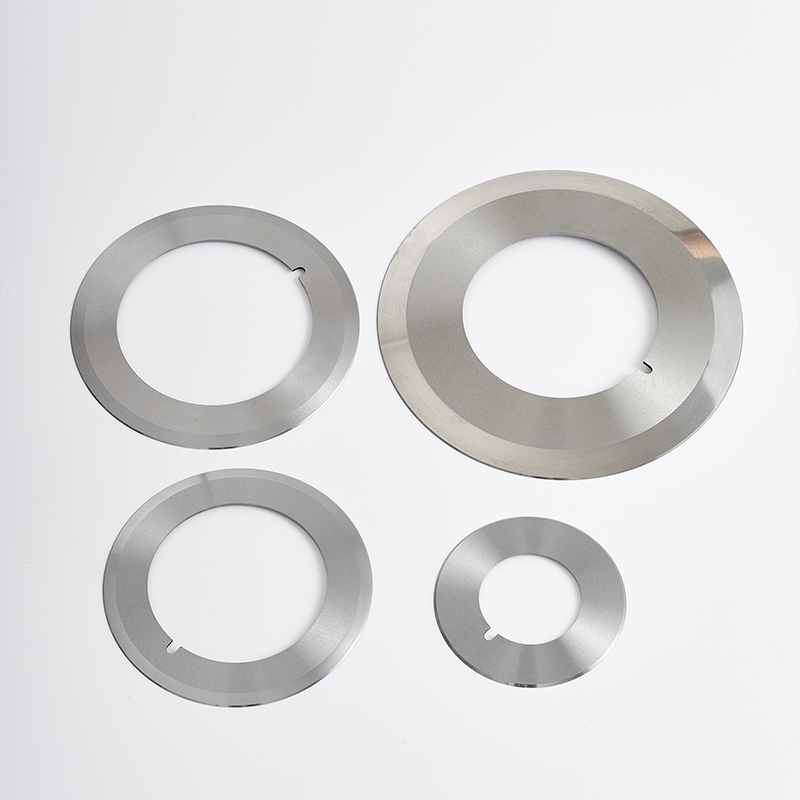
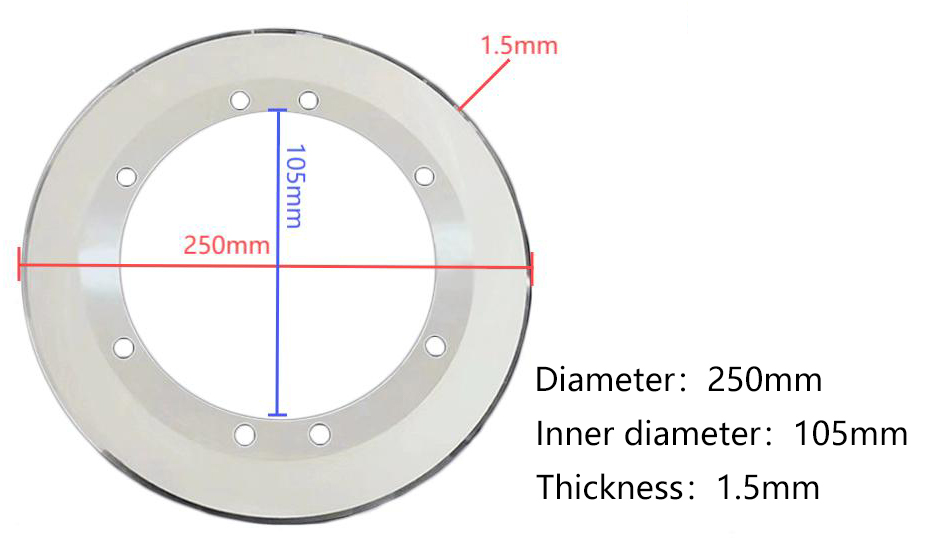
Vanlige spesifikasjoner
| Spesifikasjoner(mm) | Utvendig diameter ((mm) | Innediameter (mm) | Tykkle ((mm) |
| φ61×Φ41×1 | 61 | 41 | 1 |
| φ68×Φ40×1 | 68 | 40 | 1 |
| φ68×Φ46×0,5 | 68 | 46 | 0.5 |
| φ70×Φ40×1 | 70 | 40 | 1 |
| φ75×Φ45×1 | 75 | 45 | 1 |
| φ90×Φ60×1.2 | 90 | 60 | 1.2 |
| φ100×Φ75×1 | 100 | 75 | 1 |
| φ105×Φ66×1.2 | 105 | 66 | 1.2 |
| φ105×Φ70×1.2 | 105 | 70 | 1.2 |
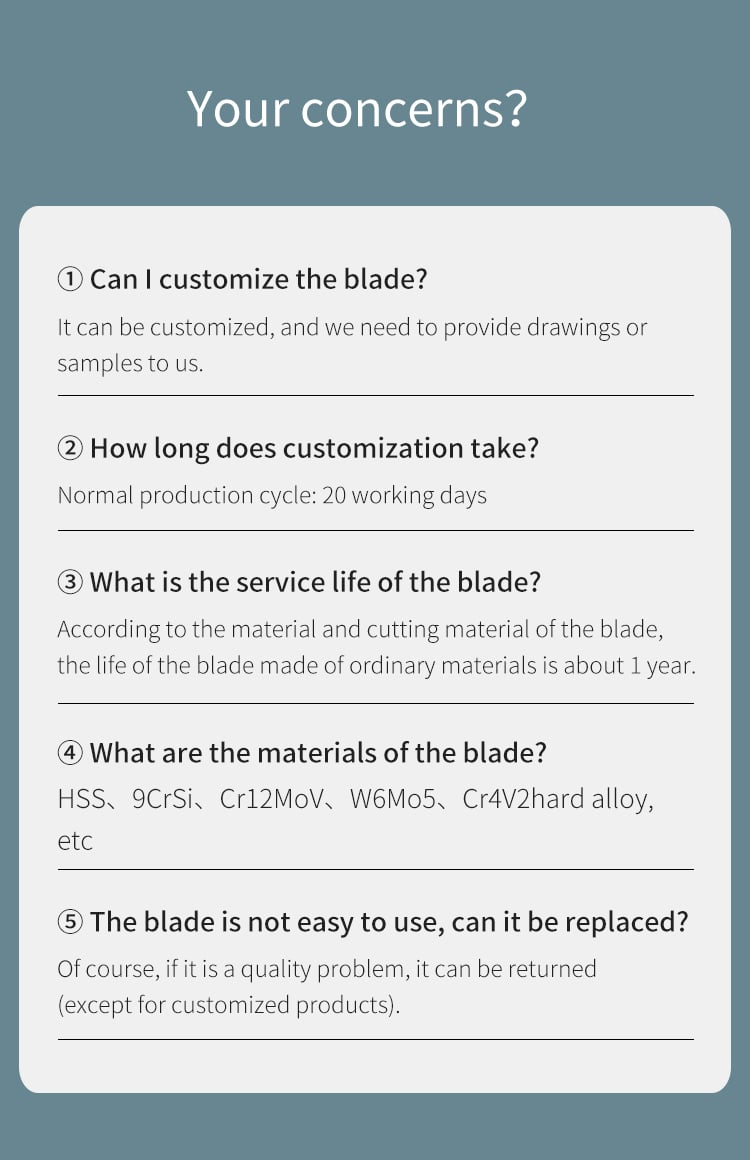
Prosessen og forholdsreglene for å tilpasse andre spesifikasjoner

Under tilpasningsprosessen er det av avgjørende viktighet å måle nøyaktig om klipping maskinen har eventuelle åpninger (hvis relevant) og bredden på skjermaskinens akse. Dette kan sørg for at tilpassede komponenter passe perfekt, tillater smidig drift og forebygge potensielle feilfunksjoner eller uffektiviteter som kan oppstå av feil montering av komponenter.
Våre fordeler
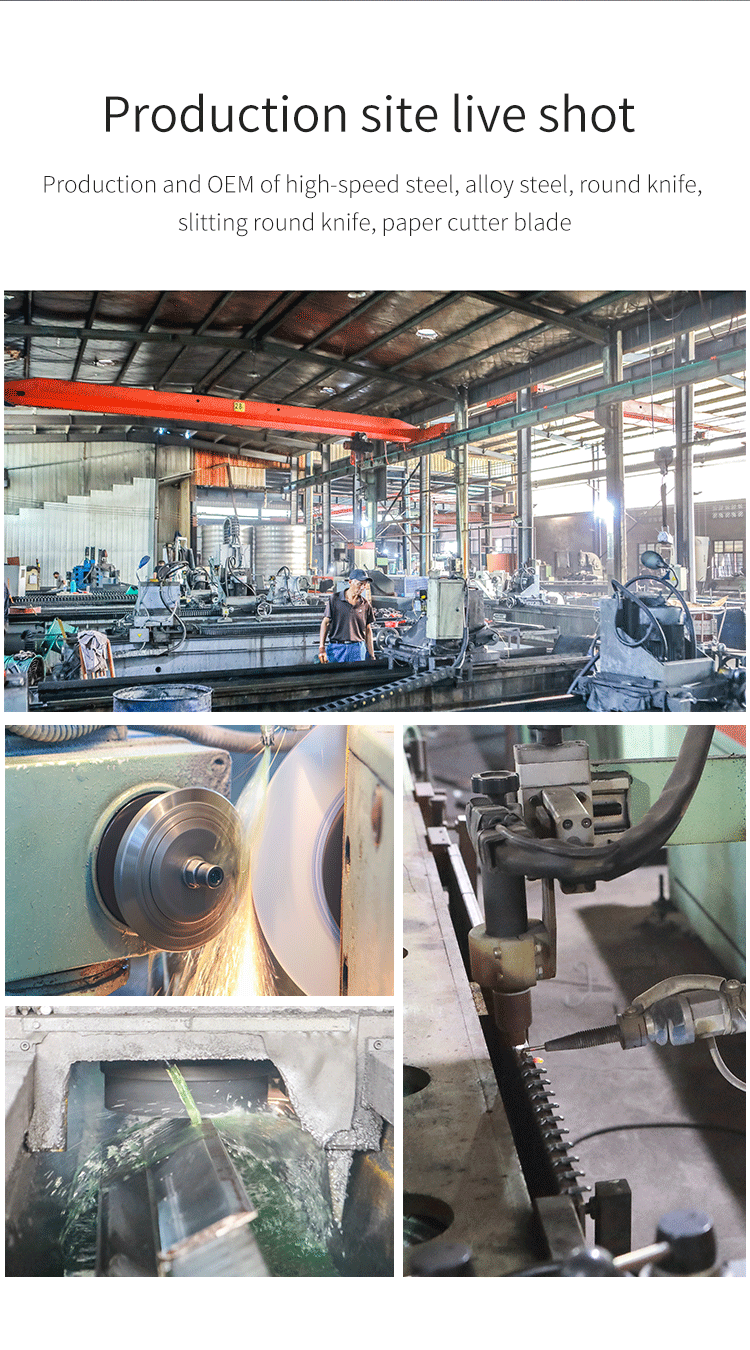
Fra materialevalg, produksjon til kvalitetsinspeksjon, følger vi strengt Standard Operasjonsprosedyren Prosedur (SOP). I prosessen med materialevalg har vi dypgående samarbeid med toppleverandører i industrien og omsorgsfullt velge høyreinelse og høy ytelse råmaterialer som kvalitets stål og sementerte karbid for å sikre at hver industriskjæret har fremragende hardhet, motstandsdyktighet mot slitasje, og rød hardhet fra kilden. Under produksjonsprosessen bruker vi numerisk kontrollert nøyaktig maskineringselementer, og kutting kant produksjonsprosesser, og gjennomfører nøyaktighetskravene på hver eneste prosess. Uansett om det er kantpoleringen av bladet, varmebehandling for å styrke, eller formingen av sAMLET strukturen, streber vi etter fullkommenhet. I kvalitetsinspeksjonsfasen bruker vi et flerdimensjonalt inspeksjonssystem, dekkende flere tialls strikte indikatorer slik som hardhetstesting, skarphetskontroll, ausiværskapssimulering og dimensjonsmessig nøyaktighet kalibrering. Gjennom dobbelt verifisering med både profesjonelle instrumenter og manuell gjenkjekking, forhindre noen som helst defekt produkter fra å komme inn på markedet.
Kundetilbakemeldinger

![]()

![]()