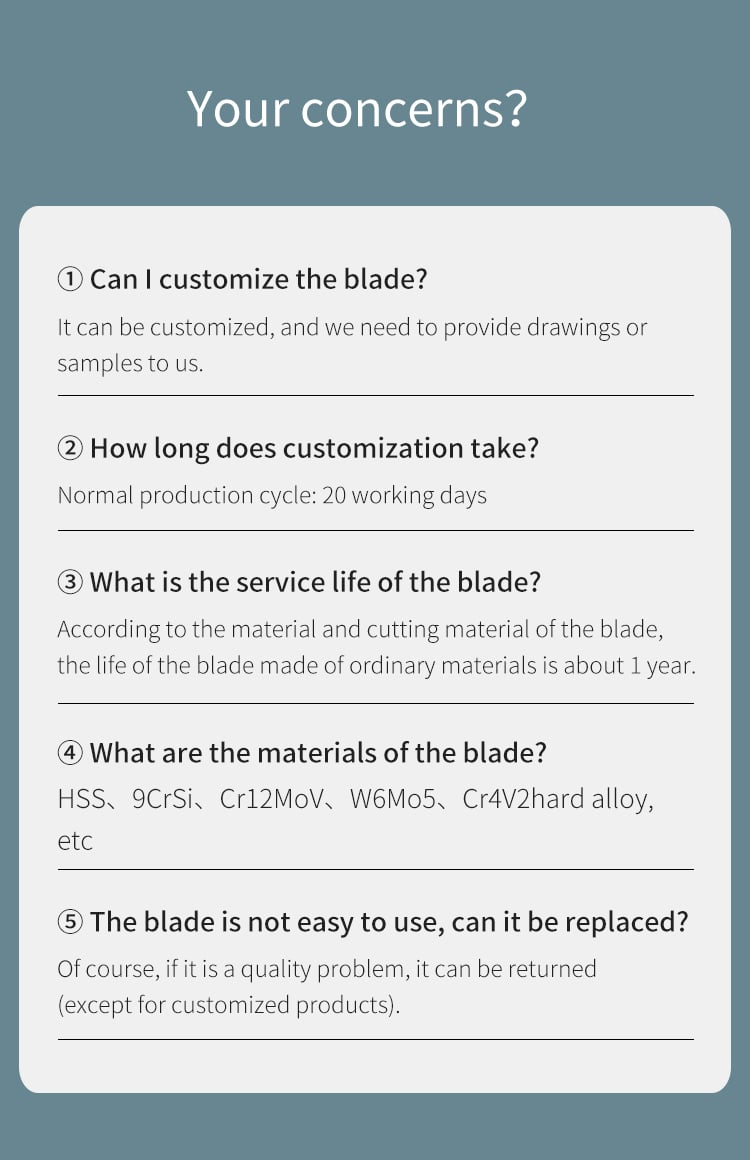





Нож за резање папира
Може се резати разне пластичне филмове, као што су полиетиленска (ПЕ) филмова, полипропиленска (ПП) филмова, поливинил хлоридска (ПВЦ) филмова итд., како би се испуниле захтеве за димензије и спецификације пластичних филмова у различитим
Najmanja količina narudžbine: 10
Време испоруке: Након плаћања 7-15 дана
- Pregled
- Препоручени производи

Заједнички материјали и примене
Kovačka ocladska ocel
Карактеристике материјала: Kovačka ocladska ocel ima dodate mnoge alijansne elemente, kao što je hrom, molibden, vanadijum itd., i ima dobru sposobnost za očvršćivanje i otpornost na iznosenje. Nakon profesionalnog toplinskog tretiranja, njeni tvrdoća može dostići oko HRC60-65. Može da izdrži određeni stepen udara i opterećenja не подложен је појавама резања и криљања ивица током процеса резања папира, папира цеви и тканине. Његова цена је релативно умерен, а има висок однос трошкова и перформанси, што чини његову погодан за производњу и примену у великој мери.
Primena: За опште писмене папире, канцеларијске папире, папиране цеви, тканине итд., горње и доње резање обично се користе ножеви од легурног челика за алате. Потребе за резањем ових материјала су релативно nizi, a štapiće od aloka tool čelika mogu da ispunje zahteve za proizvodnju efikasnosti i kvaliteta, što može smanjiti troškove proizvodnje.
Високобрза челика
Карактеристике материјала: Može ispunjiti zahteve visokobrzinske režanja i автоматизовано резање опрема, da bi održao relativno visoku tvrdoću i sposobnost za režanje чак и на високој температуре, смањити зношење и честота замене алата за сечење, и побољшати proizvodnja ефикасност.
Primena: Gornji i donji štamparijski noževi od visokog brzinskega čelika su često za ситуације у којима високи захтеви се постављају на тачност и брзину сечења, као што је у штампачка индустрија за резање штампаних папир, као и за папиране цеви, неткане тканине пластика filmova, itd. Noževe za šišanje papira od visokosubornog čelika može čuvaju dobru ivicu oštrina i dimenziona tačnost tijekom visokobrzičkog štapanja procesa, osiguravajući koji da rubovi štapićnog papira budu čistih i glatkih, time ispunjavajući zahtevi kvaliteta са високом прецизношћу rezanje na trake.
Цементисани карбид
Карактеристике материјала: Glavno se sastoji od tvrdih faza, kao što je volfram karbid i titanijev karbid, i vezivnih faza, kao što su kobalt i nikel. Imaje izuzetno visoku tvrdoću, koji može dostići HRA90-93 (ekvivalentno HRC74-81), i ima odličnu otpornost na ausiranje, koroziju otpornost i visoku temperaturu otpornost. Međutim, ima lošu otrgnutost, visoku hrupežnost, slabu sposobnost da izdrži udarnu opterećenja, i je skup.
Primena: Za posebne papire sa oblagama, folijama ili one koji su tvrdi i otopljivi za nosnje, gornji i donji secioci iz zavarane karbida su prva opcija. Njihova visoka тврдост и отпорност на зношење možemo učinkovito da otporimo nošenju i osiguramo kvalitet secanja i korisni život noževa.
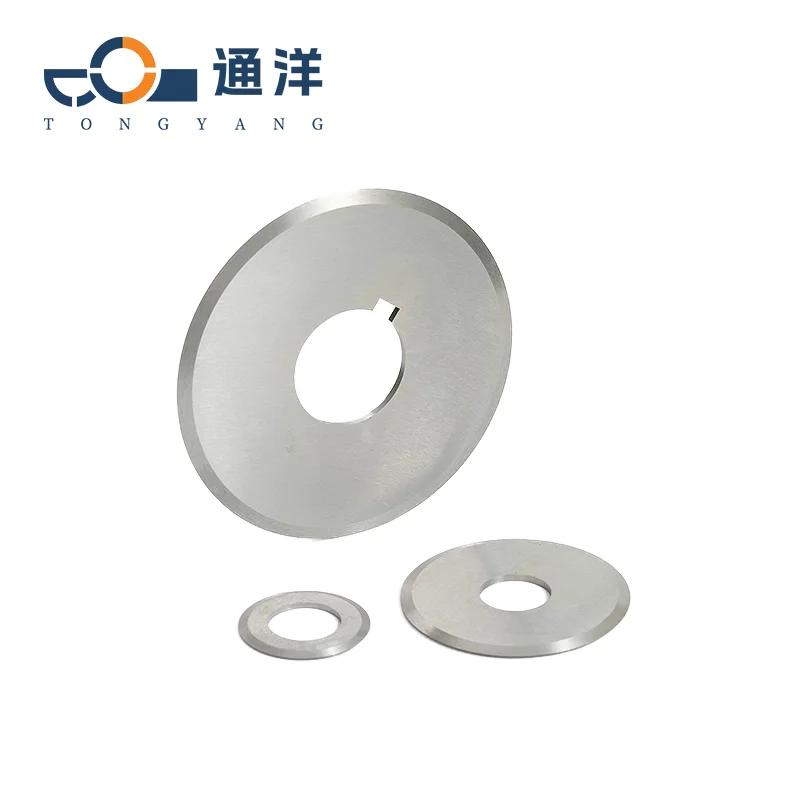
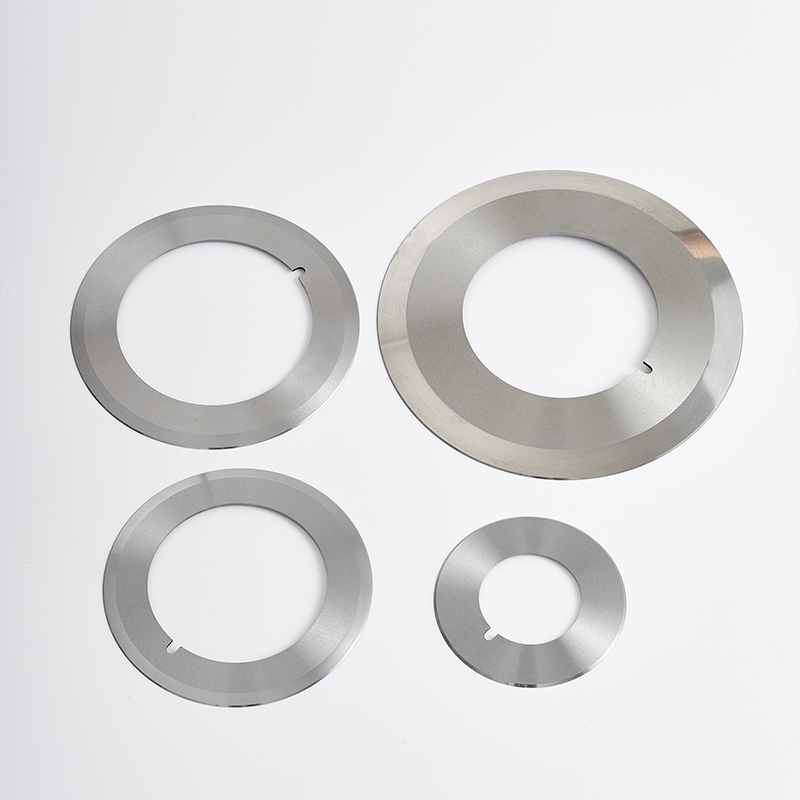
Заједничке спецификације
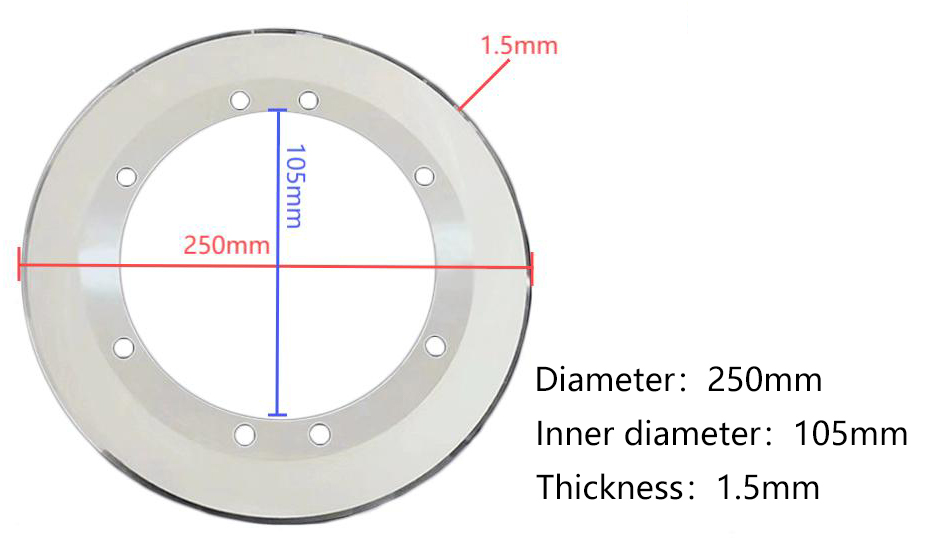
| Спецификације (мм) | Извански пречник ((мм) | Унутрашњи дијаметар (mm) | Дебљина ((мм) |
| ф61×Ф41×1 | 61 | 41 | 1 |
| ф68×Φ40×1 | 68 | 40 | 1 |
| ф68×Ф46×0,5 | 68 | 46 | 0.5 |
| φ70×Φ40×1 | 70 | 40 | 1 |
| φ75×Φ45×1 | 75 | 45 | 1 |
| φ90×Φ60×1.2 | 90 | 60 | 1.2 |
| φ100×Φ75×1 | 100 | 75 | 1 |
| φ105×Φ66×1.2 | 105 | 66 | 1.2 |
| φ105×Φ70×1.2 | 105 | 70 | 1.2 |
Proces i opreznosti prilikom prilagođavanja drugih specifikacija

Tijekom procesa prilagođavanja, od ključne važnosti je tačno izmjeriti da li резање mašina ima bilo koji otvore (ako je to primjenjivo) i širinu valjka režeca. To može обезбедите да prilagođeni komponenti da staju savrseno, omogućavajući neprekinuto funkcioniše i спречавање potencijalne neispravnosti ili neefikasnosti koje mogu da nastanu kao posledica neodgovarajuće montaže delova.
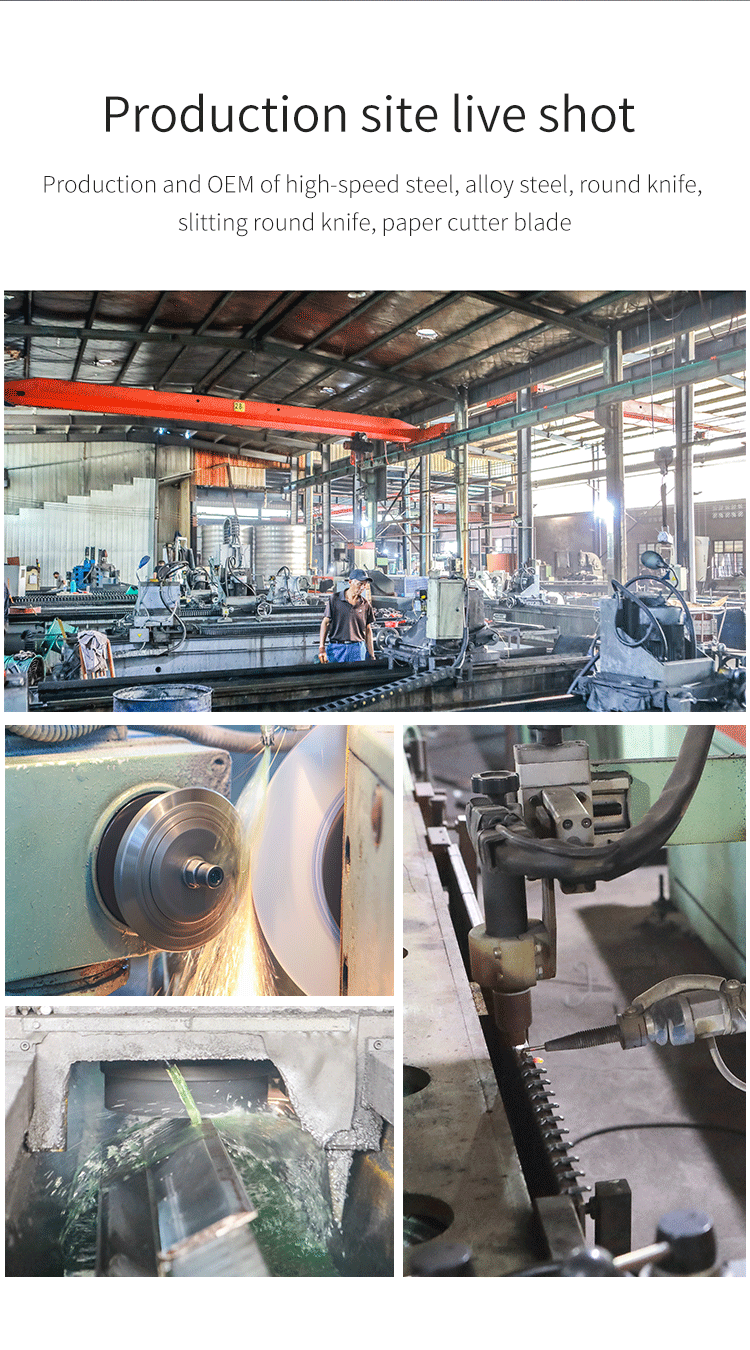
Наше предности
Од избора материјала, производње до инспекције квалитета, строго пратимо стандардни оперативни Процедура (SOP). U procesu izbora materijala imamo duboku saradnju sa vodećim dobavljačima у индустрији и pažljivo biramo materijale visoke čistoće i performansi, kao što su kvalitetni čelik i spojeno карбид da bi se osiguralo da svaki industrijski češlja ima odličnu tvrdoću, otpornost na iznosenje, i crvenu tvrdoću od izvora. Током производње, користимо нумерички контролисану опрему за прецизну обраду и резање ивица procese proizvodnje, implementirajući precizne zahtjeve kroz svaki pojedinačni процедура. Да ли је oštrivanju ruba žile, toplinskom tretiranju jačanja ili oblikovanju у целини структура, stremimo se da postignemo savršenstvo. У фази инспекције квалитета, усвајамо вишедимензионални систем инспекције, који покрива десетине строгих стандарда. индикатори poput testiranja tvrdoće, provere oštrine, simulaciju otpornosti na iznosenje i dimenzioni прецизност калибрацију. Putem dvostruke verifikacije profesionalnim instrumentima i ručnim ponovnim proverama, mi спречити било дефектна производи од уласка на тржиште.
Описак купаца

![]()

![]()