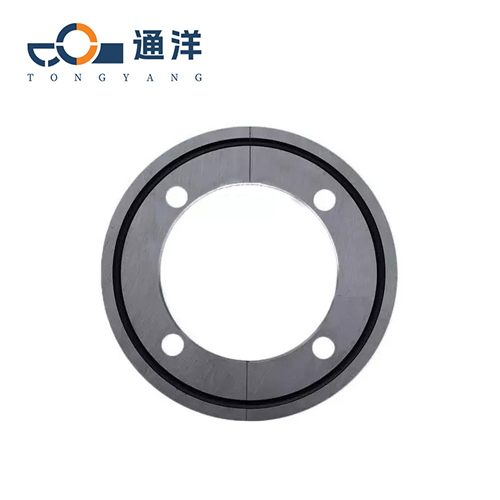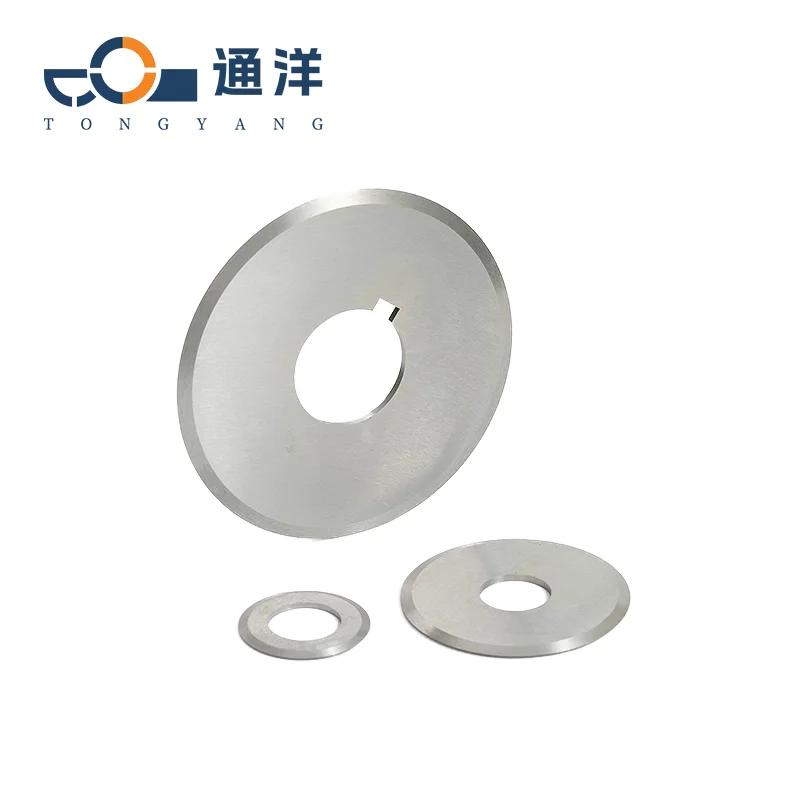





Pappersslitningskniv
Den kan kapa olika plastfilmer, såsom polyeten (PE)-film, polypropylen (PP)-film, polyvinylklorid (PVC)-film m.fl., för att uppfylla krav på mått och specifikationer för plastfilmer inom olika områden såsom förpackning, jordbruk och elektronik.
Minsta beställningskvantitet: 10
Leveranstid: 7–15 dagar efter betalning
- Översikt
- Rekommenderade produkter

Vanliga material och tillämpningar
Alloy tool steel
Material egenskaper: Alloy tool steel har flera legemetalskomponenter tillagda, såsom krom, molibden, vanadium, etc., och det har goda egenskaper när det gäller hårdningsförmåga och smärrestandighet. Efter professionell värmebehandling kan dess hårdhet nå cirka HRC60-65. Det kan stå en viss grad av påverkan av kraftiga laster och är inte lätt att drabbas av fenomen som kantavslitning och kantkrökning under processerna av pappersklippning, pappersrör och tyger. Dess kostnad är relativt moderat, och den har en hög kostnads-effektivitet, vilket gör den lämplig för storskalig produktion och tillämpning.
Tillämpning: För allmän skrivpappers-, kontorspappers-, pappersrör-, stoff- och liknande material används vanligtvis övre och undre skärknivar gjorda av järnlegering. De krav på skärande som gäller för dessa material är relativt låga, och järnlegeringsknivarna kan uppfylla kraven på produktions-effektivitet och kvalitet, vilket kan minska produktionskostnaderna. högfartsstål
Högfartsstål
Material egenskaper: Det kan uppfylla kraven på höghastighetsskärning och automatiserad skärning utrustning, bevara relativt hög hårdhet och skärningsprestationer zelfs vid höga temperaturer, minska utslitenheten och ersättningsfrekvensen för skärredskap, och förbättra produktion effektivitet.
Tillämpning: De övre och undre slitknivarna, gjorda av höghastighetsstål, är ofta används i situations där höga krav ställs på slitnoggrannhet och hastighet, som i den skrivindustrin för slitning av tryckta material papper, samt för pappersrör, ovävd textil plast filmer etc. Högfartsståls knivar för pappersslitning kAN bevarar god kant skarphet och dimensionsnoggrannhet under höghastighetsdelning processen, vilket säkerställer att kanterna på delad papper är ordentliga och släta, därmed uppfyllande kvalitetskraven med hög precision skärning.
Svetsad karbid
Material egenskaper: Det består huvudsakligen av hårdare faser som tungstankarbide och titaniumkarbide, och bindningsfaser som kobolt och nicket. Det har extremt hög hårdhet, som kan uppnå HRA90-93 ( motsvarar HRC74-81) och har utmärkt motståndskraft mot utslitage, korrosion motstånd och högtemperatur motstånd. Dock har det dålig tåghet, hög brittighet, svagt förmåga att hantera kraftiga stötar, och är dyrt.
Tillämpning: För specialpapper med lack, filmer eller de som är hårdare och slipmotståndiga, övre och nedre skärknivar gjorda av sättdmetall är första valet. Deras höga hårdhet och slitstyrka kan effektivt motstå utslitasning och säkerställa skärkvaliteten och tjänstelivet på knivarna.
Vanliga specifikationer
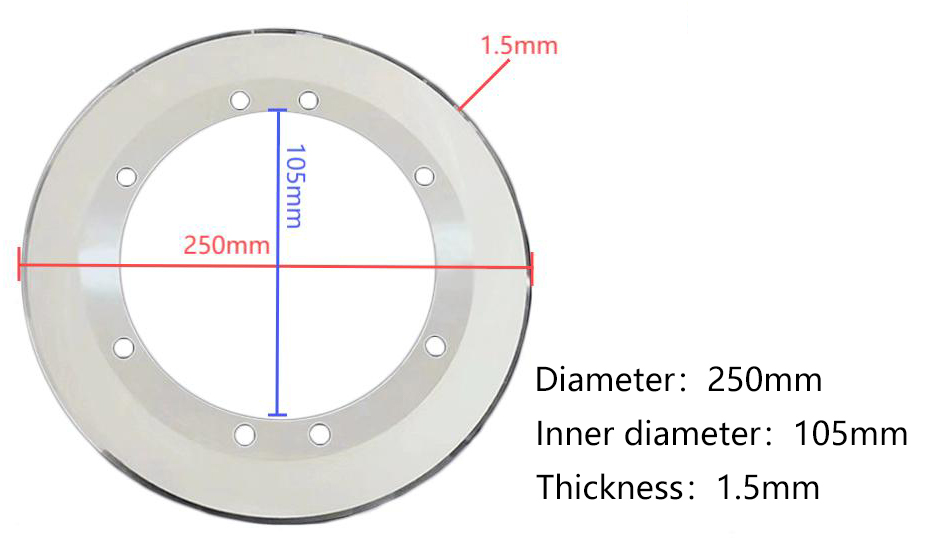
| Specifikationer(mm) | Yttre diameter ((mm) | Inre diameter (mm) | Tjocklek(mm) |
| φ61×Φ41×1 | 61 | 41 | 1 |
| φ68×Φ40×1 | 68 | 40 | 1 |
| φ68×Φ46×0,5 | 68 | 46 | 0.5 |
| φ70×Φ40×1 | 70 | 40 | 1 |
| φ75×Φ45×1 | 75 | 45 | 1 |
| φ90×Φ60×1.2 | 90 | 60 | 1.2 |
| φ100×Φ75×1 | 100 | 75 | 1 |
| φ105×Φ66×1.2 | 105 | 66 | 1.2 |
| φ105×Φ70×1.2 | 105 | 70 | 1.2 |
Processen och försiktigheter vid anpassning av andra specifikationer

Under anpassningsprocessen är det av avgörande vikt att mäta noggrant om skärning maskin har eventuella öppningar (om tillämpligt) och bredden på skärarnas axel. Detta kan se till att anpassade komponenter passa perfekt, vilket möjliggör smidig drift och förebygga potentiella fel eller ineffektiviteter som kan orsakas av felaktig montering av komponenter.
Våra Fördelar
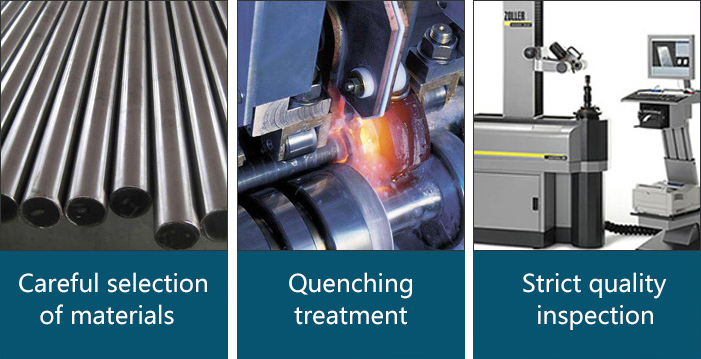
Från materialval, produktion till kvalitetsinspektion, följer vi strikt Standard Operating Förfarande (SOP). I processen för materialval har vi djupgående samarbete med ledande leverantörer i industrin och noga utvälja högrenna och högpresterande råmaterial som högkvalitativa stål och cementerade karbid för att säkerställa att varje industriell kniv har utmärkt hårdhet, smörgångs motstånd, och röd hårdhet från källan. Under produktionsprocessen använder vi numeriskt styrt precisionsbearbetningsutrustning och skärning kant tillverkningsprocesser, och genomför precision krav under hela varje enskild förfarandet. Oavsett om det är kantpoleringen av bladet, värmebehandling för styrkning, eller formningen av sammantaget strukturen, strävar vi efter perfektion. I kvalitetskontrollfasen använder vi ett flerdimensionellt kontrollsystem, som täcker dussintals strikta indikatorer som hårdhetstest, skarphetskontroll, smultröstande simulering och dimensions- noggrannhet kalibrering. Genom den dubbla verifieringen med både specialinstrument och manuell efterkontroll förhindrar vi att någon defekt produkter kommer in på marknaden.
Kunders återkoppling

![]()

![]()