


Rullpappersslitningskniv
Rullpappersskärningsblad är professionella verktyg som används för att kapa stora rullar av papper (såsom moderlådor med baspapper) till mindre rullar med specifik bredd eller längd (såsom toalettpapper, skrivpapper, förpackningspapper m.m.), vilket används i stor utsträckning inom pappersindustrin och papperstillverkningsindustrin. Dess kärnfunktion är att säkerställa jämnt snitt, inga språnget kanter och inga revor genom exakt kapning, samtidigt som kraven på effektivitet och verktygs livslängd för höghastighets produktionslinjer uppfylls.
- Översikt
- Rekommenderade produkter
Vanliga material och tillämpningar
Högfartsstål
Material egenskaper: Det har relativt hög hårdhet, god tålamhet och motstånd mot utslitage, utmärkt röd hårdhet, kan bibehålla skärningsförmågan vid en viss hög temperatur och kan tåla en viss påverkningslast
Tillämpning: Den är lämplig för klyvning av olika pappersrullar, inklusive klyvning av dagligbrukspapper som vanligt toalettpapper och servetter. Den används allmänt i några mindre pappersrullbearbetningsföretag. Dessa företag har vissa krav på den totala prestandan hos klyvningsknivar, och hans höghastighetsstålsslitknivar kan uppfylla deras behov ganska bra.
SKD-11
Material egenskaper: Det tillhör den högkolhydriska och högkromerade kallarbetade formstålet. Det har extremt hög hårdhet, styrka och slitagefastighet, och visar lite deformation efter kväning. Det är inte lätt att deformera under skärprocessen.
Tillämpning: Det används ofta för att skära pappersrullar med hård textur och stor tjocklek, som t.ex. tjockt papper rullar för industriell användning, specialpappersrullar etc. Det har ett brett tillämpningsområde inom vissa professionella pappersprodukttillverkare företag som har höga krav på skärprecisering och verktygslivslängd. Till exempel i företag som tillverkar högprecisionspappersrullar för förpackningar kan SKD-11-skärkniven bibehålla en stabil skär-effekt under långtidsanvändning.
9CrSi
Material egenskaper: Det har relativt hög hårdhet och bra motståndskraft mot utslitage, kan behålla utmärkt skarpare av skärningskanten, har en viss grad av tålamhet och dess pris är moderat.
Tillämpning: Det är lämpligt för skärande av vanliga pappersrullar, som till exempel allmän kulturpappersrullar och kontors- pappersrullar. Det kan uppfylla de dagliga skärningskraven på pappersrullar och, med sin kostnadsfördel, hjälpa kunderna att minska produktionskostnaderna.
SKH-51
Material egenskaper: SKH-51 är en högpresterande höghastighetsstål, som har hög hårdhet, hög användning motstånd, hög röd hårdhet och bra skärningsprestationer. Det kan fortfarande behålla utmärkt kantskärpa och styrka under högtemperatur- och höghastighetsskärningsvillkor.
Tillämpning: Det används huvudsakligen i höghastighets- och högnoggrannas pappersrullslitningsproduktionslinjer, sådana som som den automatiserade pappersrullslitningsprocesser i storskaliga pappersfabriker, samt slitning av specialpapper rullar med extremt höga krav på slitningskvalitet, som elektronikgradigt dammfritt pappersrullor och hög kvalitet konstnärliga pappersrullor. Det kan uppnå precist slit på höghastighetsopererande utrustning, vilket säkerställer kvalitet Och noggrannheten av pappersrullorna.
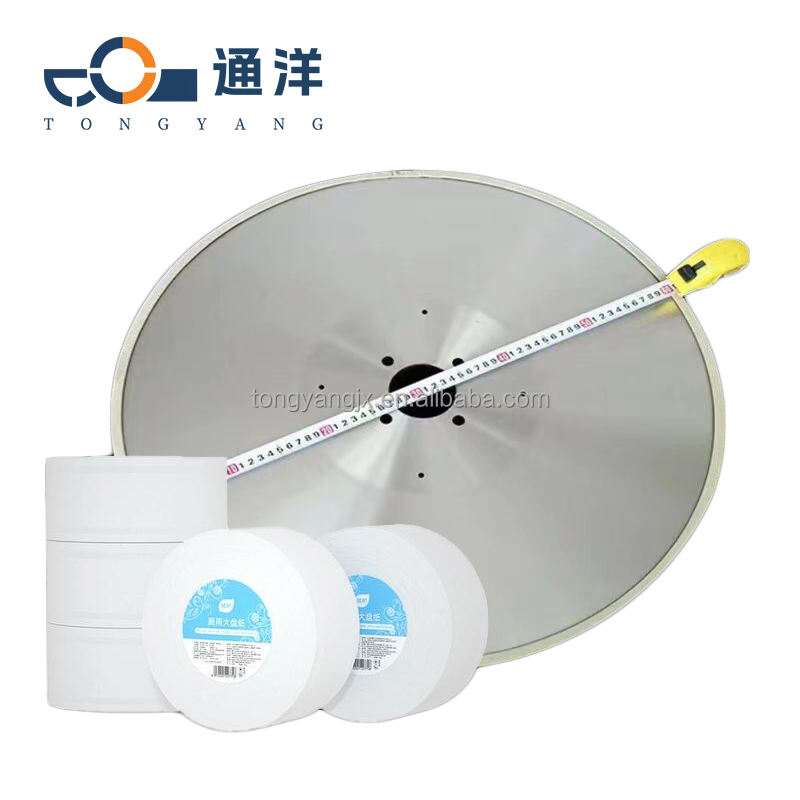
Vanliga specifikationer
| Diametern | Innert diameter | Tjocklek | skärkant |
| 610mm | 68.3mm | 4.76 | Enkantig\/Dubbelkantig |
| 200mm | 25 mm | 2.5\/3mm | --- |
| 250mm | 25 mm | 2.3\/3mm | --- |
| 300mm | 25 mm | 2.5\/3mm | --- |
| 350mm | 32mm | 3 mm | Enkantig\/Dubbelkantig |
Skillnaderna mellan enkantig och dubbelkantig
Enkant: När en enkants skärningsverktyg skär, koncentreras kraften på ena sidan av skärning kanten, vilket kan generera en relativt stark skärningskraft, vilket gör det lämpligt för djupskärning och kraftig skärning. På grund av stödet på ena sidan av skärningskanten är det mindre sannolikt att få situations som kant skivning under skärprocessen och hållbarheten av skärverktyget är relativt hög.
Dubbelsnitt: Eftersom ett dubbelsnitts verktyg har skärkanter på båda sidorna kan det vara mer flexibelt under skärningen och kan uppnå dubbelriktad skärning. När vissa operationer kräver ofta förekommer förändringar i skärriktningen behöver inte ett dubbelsnitts verktyg vändas ofta, vilket förbättrar skurningseffektiviteten.
Våra Fördelar

Vi stöder personaliserade anpassnings tjänster. Du behöver bara ge information som cirklar
parametrar, maskintyper och material för skur, och vi kan producera enligt dina behov. Hela
processen från produktion leverans kan slutföras så snabbt som på 7 dagar.
Från materialval, produktion till kvalitetsinspektion, följer vi strikt Standarden Drift Procedur (SOP). I processen för materialval har vi djupgående samarbete med topp Leverantörer i branschen och väljer noga högrena och högpresterande råvaror material som till exempel högkvalitet stål och cementerat karbid för att säkerställa att varje industriell blad har utmärkt hårdhet, slitageståndighet, och rödhårdhet från källan. Under produktionsprocessen använder vi numeriskt styrt precisionsbearbetningsutrustning och skärning randtillverkningsprocesser, genom att implementera nogrannhetskrav ändaigenom varje ensam förfarandet. Oavsett om det gäller randpoleringen av bladet, värmelbehandling förstärkning eller formning av den totala strukturen, strävar vi efter fullkomlighet. I kvalitetsinspektionsfasen använder vi ett flerdimensionellt inspektionsystem, som täcker tiotals av strikt indikatorer som hårdhetstest, skarphetsinspektion, simuleringsprov för utslitningsresistens, och dimensionell noggrannhetskalibrering. Genom den dubbla verifieringen med professionella instrument och manual kontroll och vi förhindrar att någon defekt produkter kommer in på marknaden.