




Paberi lõikamise ningra
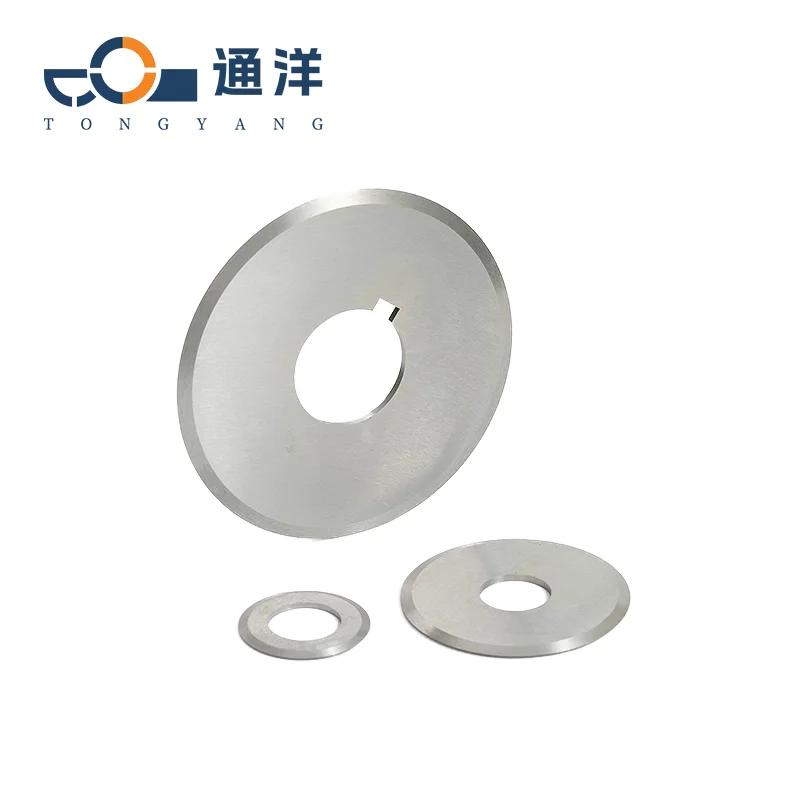
See saab lõigata erinevaid plastkile, näiteks polüetüleen (PE) kile, polüpropüleen (PP) kile, polüviinüülkloriid (PVC) kile jne, et rahuldada erinevates valdkondades (näiteks pakendite, põllumajanduse ja elektroonika) plastkile mõõtude ja spetsifikatsioonide nõudmisi.
VÕH: 10
Tarneaeg: 7–15 päeva pärast makse sooritamist
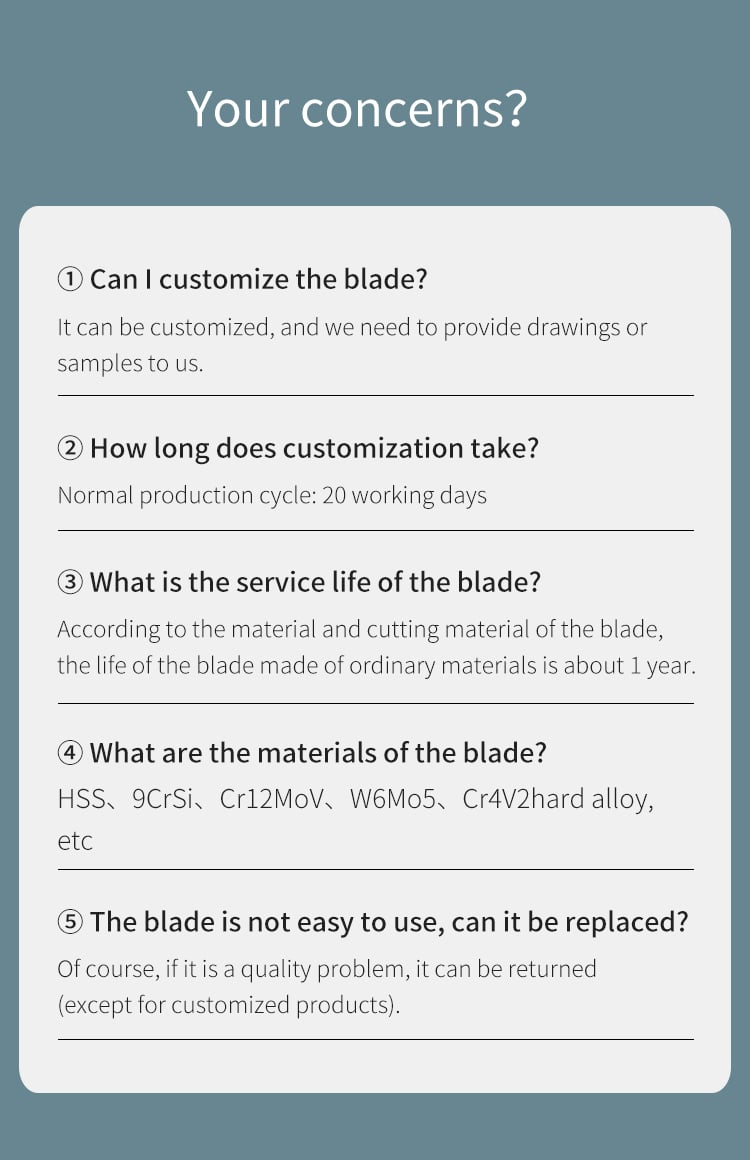
- Ülevaade
- Soovitud tooted

Tavalised materjalid ja rakendused
Liittooliaha
Materjali omadused: Liittooliahas on lisatud mitu liitmestikku, nagu kroom, molibdaan, vanadiin jne., ja sellel on hea tugevdamis- ja kulutuse vastane omadus. Pärast spetsialistlikku külmprotsessi võib selle kõvaus jõuda umbes HRC60-65. See suudab tahanemata märgatud impulsskoori koormustega tegeleda ja seal ei ilmu kiirgade murdumise ega kiirgade üleskarbimise ilmi during paberit, paberitüübi rippude ja kudi lõigamisel. Selle hind on võrdlevalt keskmine, ja see võimaldab suhteid sobivalt hind-väärtus suhe, mis teeb selle sobivaks suurte mahude tootmiseks ja rakendamiseks.
Rakendus: Üldise kirjutuspaberi, kontoripaberi, paberitüübrite, kudjade jne jaoks kasutatakse tavaliselt ülemist ja alumist ribaldamiskatset, mis on tehtud liitmetallist tööriistast. Nende materjalide ribaldusnõuded on võrreldes vähem tingivad, ja liitmetallist tööriistast valmistatud ribaldamiskatked suudavad rahuldada nii tootlikkuse kui ka kvaliteedi nõudeid, mis aitab vähendada tootmiskulusid. need katked võimaldavad madalamate nõuete korral stabiilset tootmist.
KõrgspeeDia metall
Materjali omadused: See võib rahuldada nõuandeid kiirest lõigamisest ja automaatne lõigamine seadmes, säilitades suhtelistalt kõrget kõvust ja lõikamise omadusi isegi kõrgejal temperatuuridel, vähendades ausumist ja vahetusfrekvens kaevamise tööriistade jaoks, ja parandada tootmine tõhusus.
Rakendus: Ülemised ja alumised kaevamiskarpad, mis on tehtud kiirkaablast, on sageli kasutusel kasutatakse olukordades, kus kaevamise täpsusele ja kiirusele seatud kõrgeid nõudeid, nt juhul the trükkimisindustriis pritsitud paberite jaoks paberitooted, nagu ka pabertüübid, mittevilutatud kudjad mudelit filmid jne. Kõrghüppsetöölise paberipritsivõrkide võime hoiavad hea äärmus tervasuse ja mõõtlik täpsus kõrge kiirusega lõigamisel protsessi käigus, tagades et lõigatud paberi servade järskuse ja kerguse, nii et vastatakse kvaliteedipõhimõtetele kõrge täpsusega lõigamisest.
Sidekarbiid
Materjali omadused: See koosneb peamiselt rasketest faasidest, nagu wolfraamikarbiid ja titaanikarbiid, ja sidusfaasidest, nagu kobalt ja nikkel. Sellel on eriti kõrge kõvaheegi, mis võib jõuda HRA90-93 (vastavalt HRC74-81), ja millega on suurepärane kulutulekahju, korroosiooni tõusvastupidavus ning kõrge temperatuuri vastupanuvõime. Kuid sellel on halb puhkus, kõrge mürasus, nõrgenev usalduslangusele vastu ja see on kallid.
Rakendus: Erikoispaberrite puhul, mis on katestatud, filmitud või mida on rasked ja kuluvastupidavad, ülemised ja alumised tõmmisnõud, mis on tegelikult sidus karbidi materjalist, on esimene valik. Nende kõrge kõvadus ja kulumiskindlus võime efektiivselt takistada kulutust ja tagada tõmmise kvaliteedi ning navedelate teeninduselu.
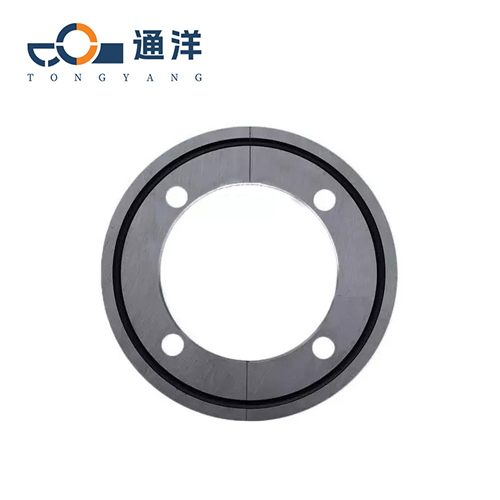
Tavalised spetsifikatsioonid
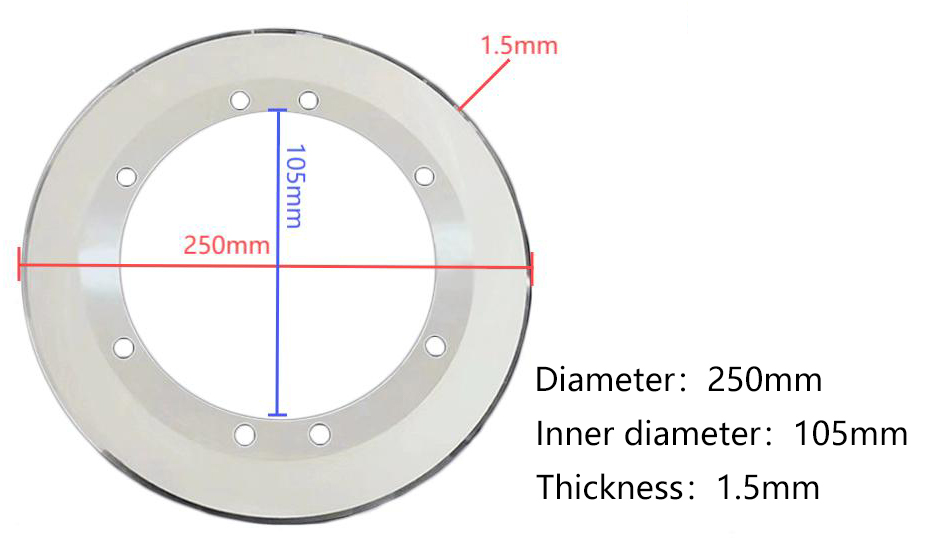
| Spetsifikatsioonid (mm) | Välimine läbimõõt (mm) | Sisemõõt (mm) | Paksus (mm) |
| φ61×Φ41×1 | 61 | 41 | 1 |
| φ68×Φ40×1 | 68 | 40 | 1 |
| φ68×Φ46×0.5 | 68 | 46 | 0.5 |
| φ70×Φ40×1 | 70 | 40 | 1 |
| φ75×Φ45×1 | 75 | 45 | 1 |
| φ90×Φ60×1.2 | 90 | 60 | 1.2 |
| φ100×Φ75×1 | 100 | 75 | 1 |
| φ105×Φ66×1.2 | 105 | 66 | 1.2 |
| φ105×Φ70×1.2 | 105 | 70 | 1.2 |
Protsess ja hoiatused teiste spetsifikatsioonide kohandamisel

Kohandamise käigus on äärmiselt oluline täpselt mõõta, kas lõigamine masinil on midagi avatud (kui rakenduv) ning lõiguripuu laius. See võib veendu, et kohandatud komponendid sobivad täpselt, lubades puhtu töötamise ja takistama mahajäävad vigad või ebatehkus, mis võivad pärineda halbalt sobitunud komponente.
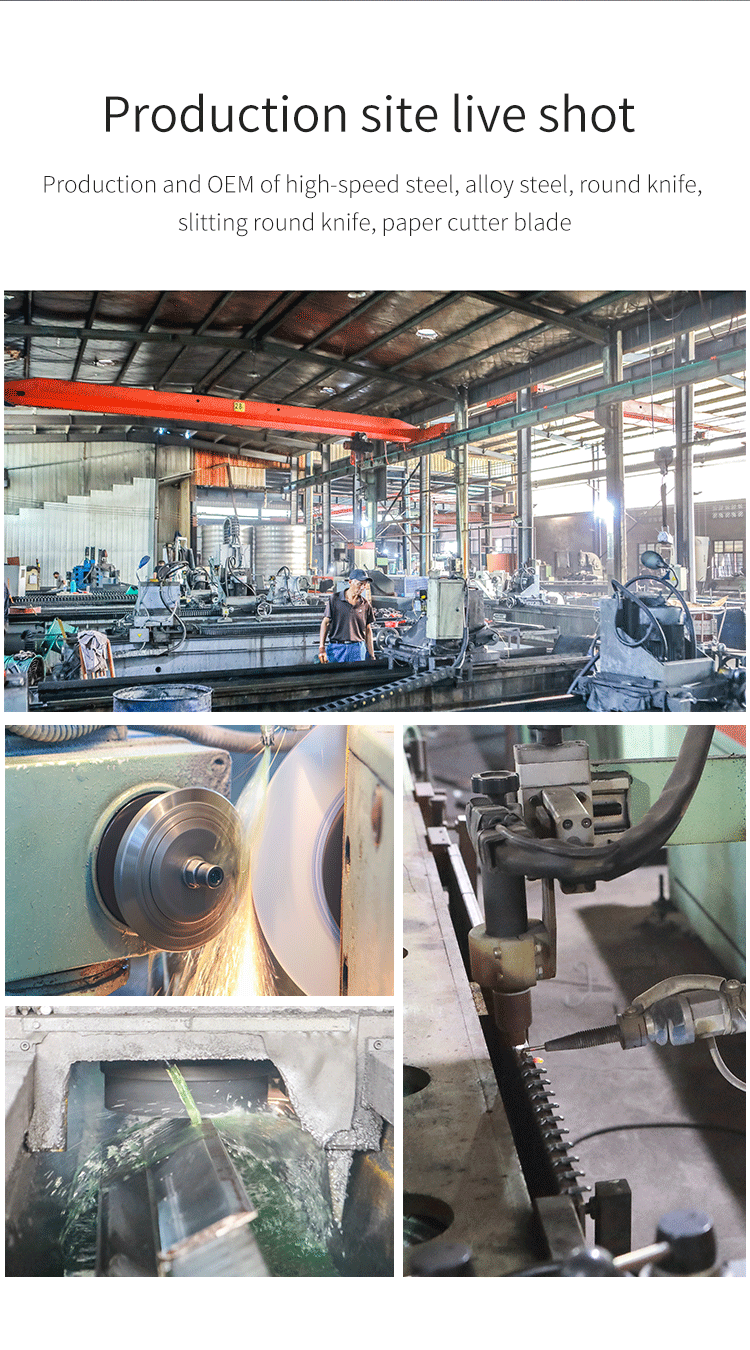
Meie eelised
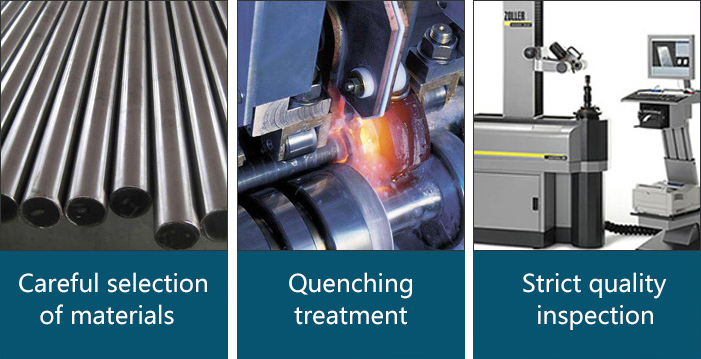
Alates materjalivalikust, tootmisest kuni kvaliteedi kontrollimiseni järgime tihedalt Standardoperatsiooni Menetlus (SOP). Materjalivaliku protsessis koostöös peamiste tootjate jaoks, kes on tööstuses tippu kuuluvad, ja valime hoolikalt välja kõrge puhtuse ja kõrge jõudluse toorained, nagu kvaliteetne teras ja sementeeritud karbid et tagada iga tööstuselüngi suurepärane kõrgus, aususe vastupidavus, ja punase kõrgusega allikas. Tootmisprotsessis kasutame numbrikontrollitud täpsusega töötlemise seadmeid ja lõikamine äärmus tootmismeetodid, rakendades täpsusnõudeid iga ühe korras protsess. Istugi see siis, mis on terve lõiguraja liugamine, kütmiskeskkonna tugevdamine või kuju andmine kokkuvõte struktuur, me kihlate täpsusele. Kvaliteedi kontrolli etappil kasutame mitmehulalist kontrollisüsteemi, mis hõlmab ühte kahekümne rangemat indikaatorid nagu kõrguse testimine, teravuse kontroll, ausuvuse simuleerimine ja mõõtmete täpsus kalibreerimine. Kaksjärkse kontrolli abil, kasutades spetsiaalseid tööriistu ja käsitsi uuesti kontrollides, me vältime igasuguseid puudulikke tooted sisenedes turule.
Kliendite tagasiside

![]()

![]()