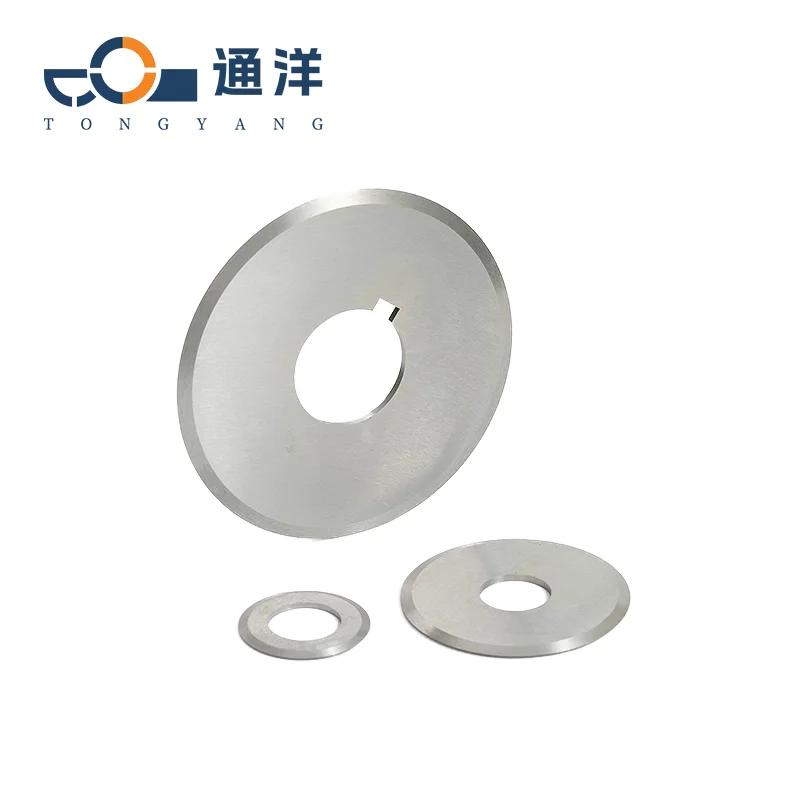





Papīra griešanas kaķis
Tas var šķelt dažādas plēves, piemēram, polietilēna (PE) plēvi, polipropilēna (PP) plēvi, polivinilhlorīda (PVC) plēvi utt., lai nodrošinātu prasības par plastmasas plēvju izmēriem un specifikācijām dažādās jomās, piemēram, iepakojumā, lauksaimniecībā un elektronikā.
MIN.PASŪT.: 10
Piegādes laiks: 7–15 dienas pēc maksājuma veikšanas
- Pārskats
- Ieteiktie produkti

Parastie materiāli un lietojumi
Aliejuma rīku dzelzs
Materiāla īpašības: Aliejuma rīku dzelzs satur vairākas piesādinājumu elementus, piemēram, hromu, molibdena, vanādijs utt., un tai ir laba intencēšanās spēja un izmantojamo materiālu izturība. Pēc profesionālas siltumapstrādes tās cieņa var sasniegt aptuveni HRC60-65. Tā var izturēt noteiktu lodes slodzi un nav predisponēta kaķļu sadalīšanās vai kaķļu savijuma parādībām procesos, kas saistīti ar papīra šķelšanu, papīra cilindru un audumu apstrādi. Tās izmaksas ir salīdzinoši vidējas, un tai ir augsts izmaksu efektivitātes attiecības koeficients, kas to padara piemērotu lielplūsmas ražošanai un pielietojumam.
Lietošanas joma: Vispārīgajam rakstīšanas papīram, biroja papīram, papīra cilindriem, audumiem utt. parasti tiek izmantotas augšējās un apakšējās šķēres no alijaģa rīku dzelzs. šķēru prasības šajām materiālu grupām ir salīdzinoši zemas, un alijaģa rīku dzelzs šķēres var apmierināt prasības pēc ražošanas efektivitātes un kvalitātes, kas samazina ražošanas izmaksas.
Augspeedzelt
Materiāla īpašības: Tas var atbildēt augstas ātruma griešanas prasībām un automatizēts lodziņš aprīkojums, uzturēt salīdzinoši augstu cieņu un griešanas īpašības pat pie augstiem temperatūrām, samazinot izmēršanu un biežums, ar kādu nomaina griešanas rīkus, un uzlabot ražošana efektivitāti.
Lietošanas joma: Augstas ātruma čiekuru nozare un apakšējās šķēres bieži tiek izmantoti situācijās, kur uz šķēršanas precizitāti un ātrumu tiek ievietoti augsti prasības, piemēram, the drukāšanas nozarē, lai šķērstoši sadalītu drukātus papīrus, kā arī papīra cilindriem, nenoguļojošie audumi plastmasa filmām utt. Augstas ātruma chruļu papīra šķēlšanas noži var uztur labu šķēlumu aspēks un dimensiju precizitāte augstas ātruma šķelšanā procesā, nodrošinot kas šķeltās papīra malu neatlasītas un gludas, tādējādi atbilstot kvalitātes prasības ar augstāku precizitāti šķelšana.
Cementētais karbīds
Materiāla īpašības: To sastāv galvenokārt no cietiem fazēm, piemēram, volfrāma karbīds un cīņa karbīds, kā arī no saistījošiem fazēm, piemēram, kobalta un nīkela. Tam ir ļoti augsta tvēruma spēja, kas var sasniegt HRA90-93 (ekvivalenti HRC74-81), un kas ir ar izcilu izmērāmības pretestību, korozijas pretestību un augsttemperatūras pretestību. Tomēr tai ir slikti izturīgums, augsta trauslība, slaba spēja izturēt impulsa slodzes, un tā ir dārgi.
Lietošanas joma: Saugām grāmatu papīra veidiem ar segojumiem, filmām vai tiem, kas ir cieti un izmantošanas apgabalā neatkāpjošies, augstākās un zemākās šķēres no cilindriskā karbida ir pirmā izvēle. To augstais cietība un nodilumizturība spēj efektīvi pretoties izmūkumam un nodrošināt šķēršanas kvalitāti un dižākais ķermeņa mērviena garums.
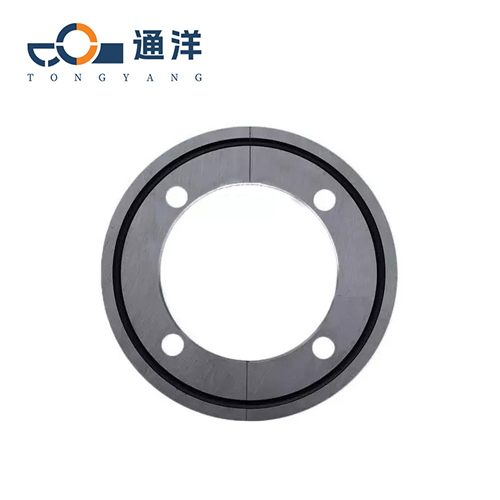
Parastie formāti
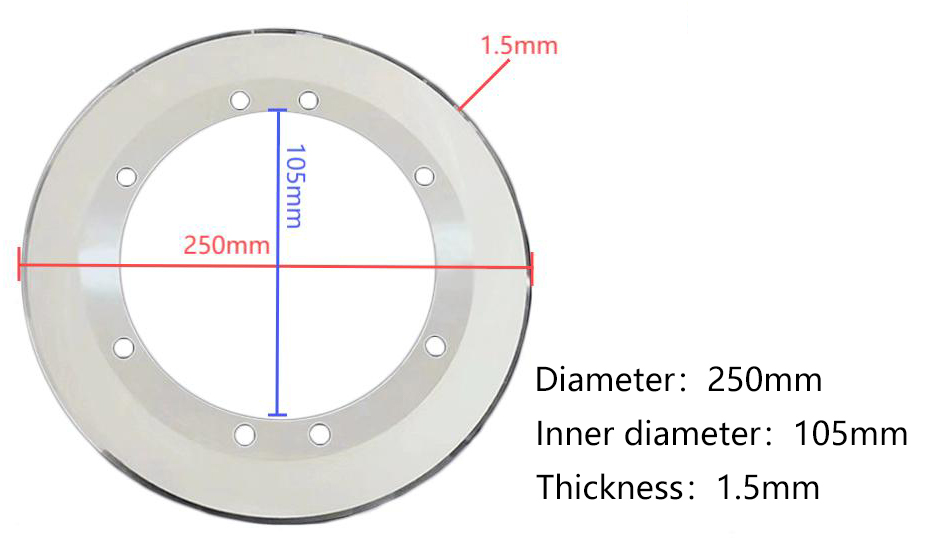
| Tehniskie dati (mm) | Ārējais diametrs (mm) | Iekšējais diametrs (mm) | Tvertne ((mm) |
| φ61×Φ41×1 | 61 | 41 | 1 |
| φ68×Φ40×1 | 68 | 40 | 1 |
| φ68×Φ46×0.5 | 68 | 46 | 0.5 |
| φ70×Φ40×1 | 70 | 40 | 1 |
| φ75×Φ45×1 | 75 | 45 | 1 |
| φ90×Φ60×1.2 | 90 | 60 | 1.2 |
| φ100×Φ75×1 | 100 | 75 | 1 |
| φ105×Φ66×1.2 | 105 | 66 | 1.2 |
| φ105×Φ70×1.2 | 105 | 70 | 1.2 |
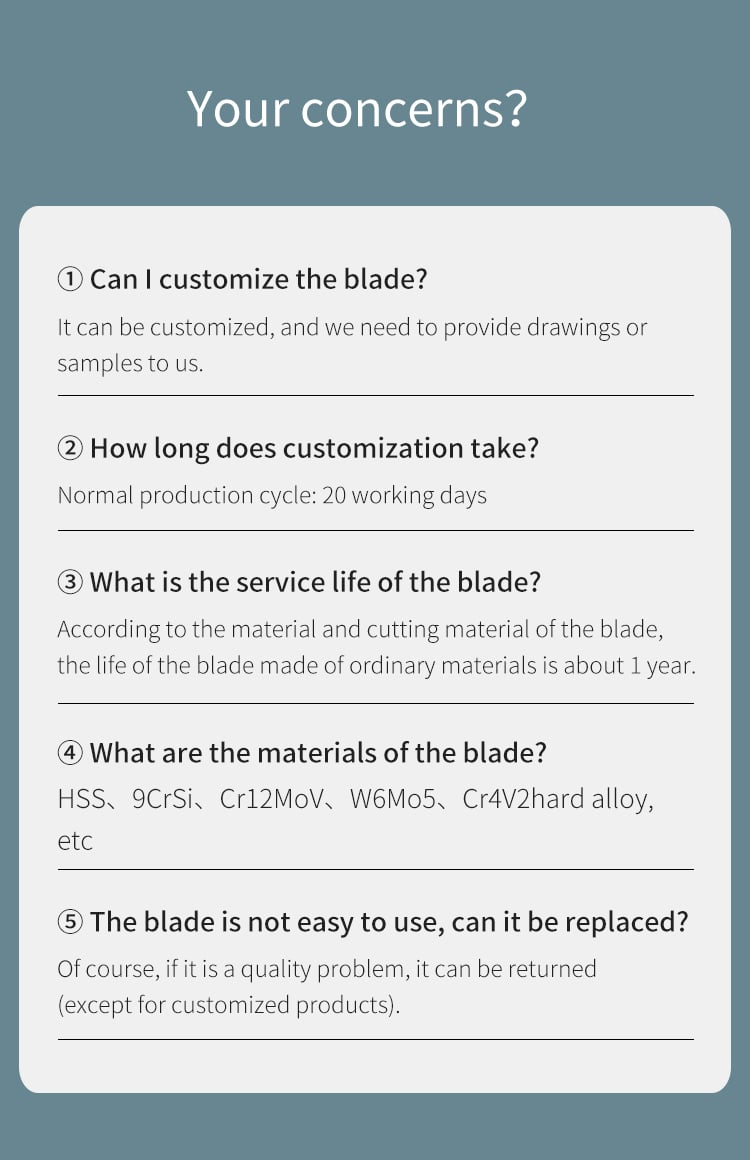
Procedūra un piesardzības pasākumi, kas jāņem vērā citu specifikāciju pielāgošanai

Pielāgošanas procesā ir ārkārtīgi svarīgi precīzi izmērīt, vai lodziņš mašīna ir kādas atvērnes (ja tās pastāv) un griezma ass platumu. Tas var uzinot, ka personalizētie komponenti der pilnībā, nodrošinot nepārtrauktu darbību un gaidām iespējami mazdarbības vai neefektivitāte, kas var tikt izraisīta nedroša iestatīšana komponentu izgatavošanai.
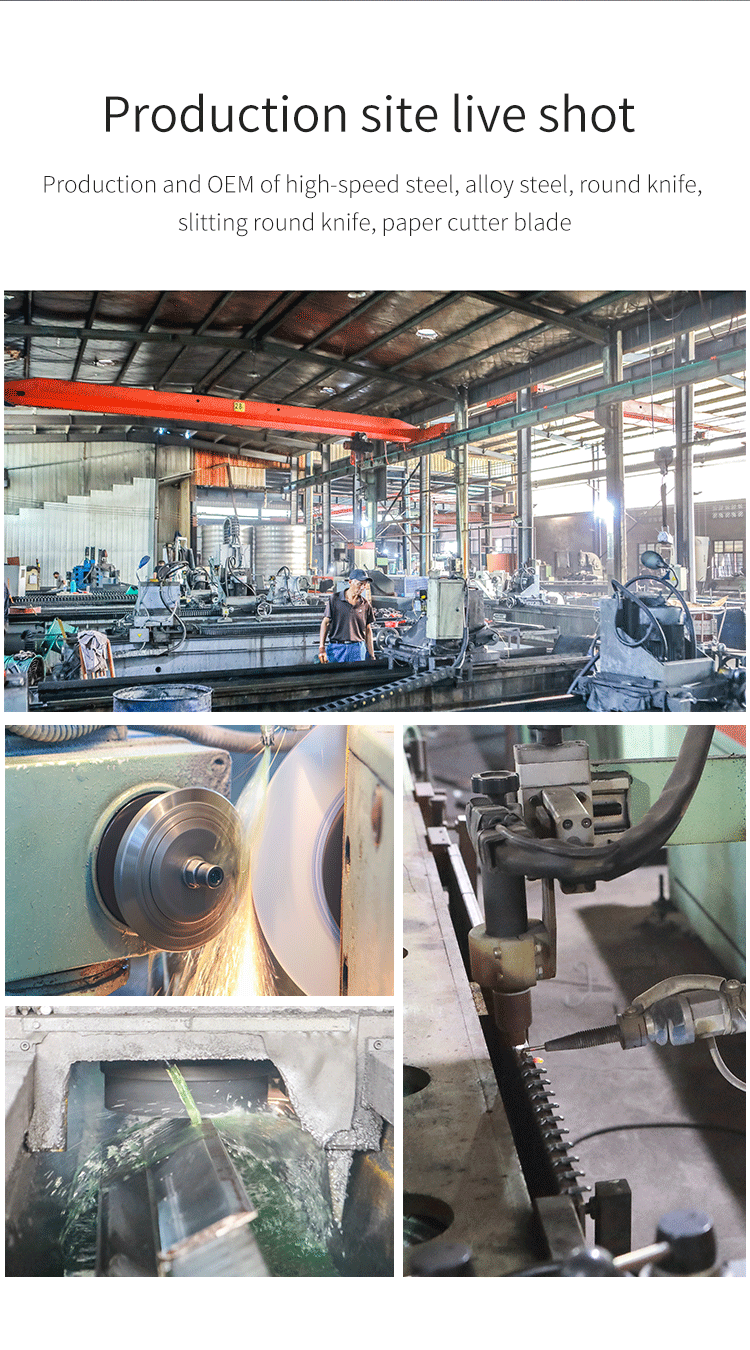
Mūsu priekšrocības
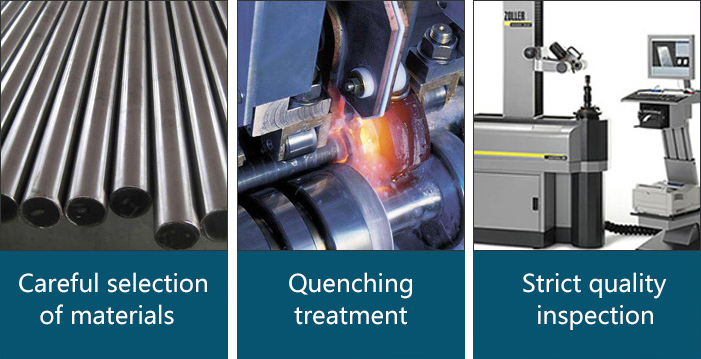
No materiāla izvēles, ražošanas līdz kvalitātes pārbaude, mēs strikti sekosim Procedūra (SOP). Materiālu izvēles procesā mēs darbojamies ciešā sadarbībā ar nozares galvenajiem piegādātājiem un uzmanīgi izvēlēties augstas tīrpības un augstas rentabilātes sastāvdaļas, piemēram, augstas kvalitātes tērauds un cimentēts karbidss lai nodrošinātu, ka katrs rūpnieciskais šķēls ir ar izcilu tvērumu un izmērāmību, un sarkanu cieņu no avota. Produkcijas procesā mēs izmantojam skaitliski kontrollētu precizitātes apstrādes iekārtas un griezšana malas ražošanas procesos, realizējot precizitātes prasības katrā vienā procedūra. Vai nu tas ir šurka līdzināšana, kažokļa šķautne, karstā apstrāde, stiprināšana vai arī formēšana kOPĀ struktūra, mēs vēlamies sasniegt pilnību. Kvalitātes pārbaudes posmā mēs izmantojam daudzmērīgu pārbaudes sistēmu, kas ietver desmitu striktu iNDICATORI piemēram, cietuma pārbaude, šauruma pārbaude, izmiegšanas atspēžu simulācija un lineārie precizitāte kalibrēšanas darbi. Caurskaitot profesionālo iekārtu divkārtīgo pārbaudi un roku pārbaudi, mēs novēršam jebkuru defektu produkti no iekļūšanas tirgū.
Klientu atsauksmes

![]()

![]()