


Kör alapú kések szövegek és őzök reszklésére
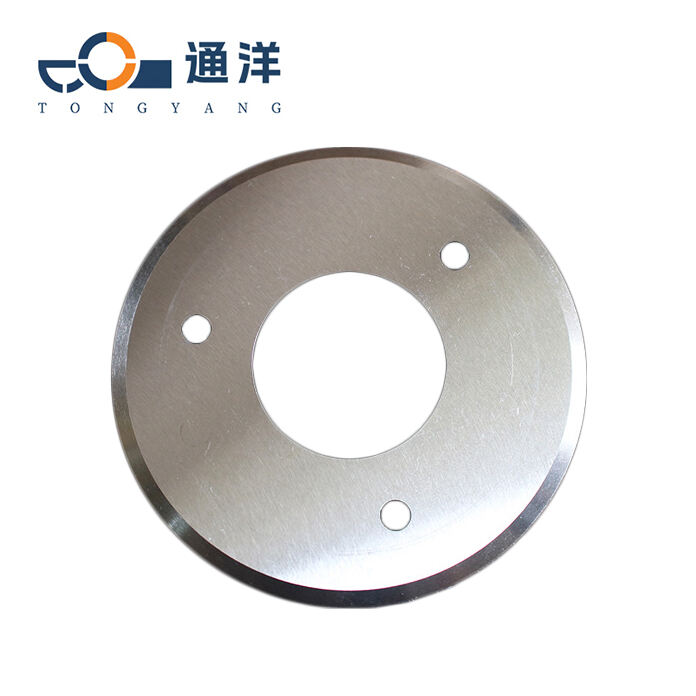
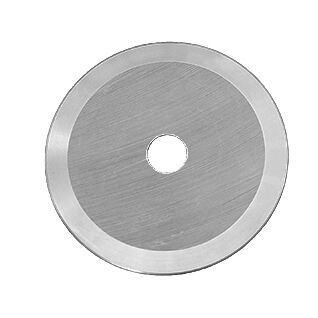
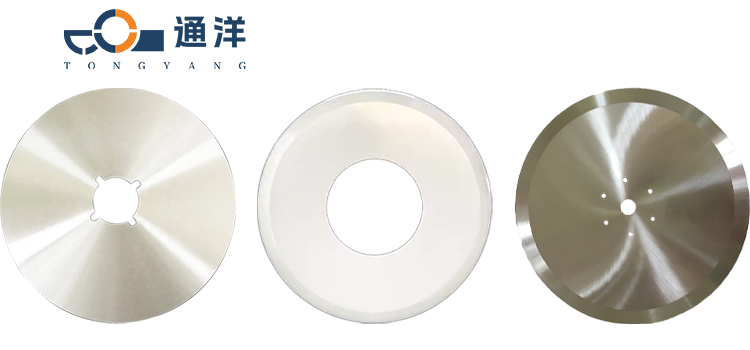
Általános szövetvágáshoz használt kör alakú kések esetén a gyakran használt átmérő 50mm és 300mm közötti tartományban helyezkedik el, és a vastagság 1-5mm. Vastag szövetek vágásakor általában 1-2mm-es vastagságot használnak. Vastagabb anyagok vagy több rétegű összetett szövetek vágásakor gyakran 3-5mm-es vastagságot alkalmaznak. A gyakori lyukméret általában 15-50mm (ami az eszköz függőnélékvázának átmérőjéhez igazítható).
- Áttekintés
- Ajánlott termékek
Anyag osztályozása
| Anyag | A tulajdonságok | Alkalmazható | Hátrány |
| Eszköz acél (például SK5, SK7) | Magas merevessége van (HRC 55-60), alacsony költség, és éles vágó él. | Általános anyagok (papucs, poliester), vékony bőr (<2mm) | Rugós lesz, és rendszeres karbantartást igényel. |
| Anyag: HSS (például M2, M35) | Magas merevessége van (HRC 60-65), erős súrlódási ellenállása, és magas hőmérsékletet bír el. | Több rétegű anyagok, közepes vagy vastag bőr (2-4mm), összetett anyagok | Hosszú szolgáltatóideje van, és folyamatos működésre alkalmas. |
| Rugasztalanszó acél (például 440C, 9Cr18MoV) | Kiváló vészképesség (HRC 58-62) és erős korróziós ellenállás. | Szövetek kémiai fedőanyaggal, nedves környezetek, bőr tERMÉKEK (például cipőanyagok, utazási tárgyak és zsebszínek) | Nincs szükség gyakori vészelés-ellenes kezelésre. |
| Betónkarbíd (tungstenkarbíd WC) | Ultra magas merevesség (HRC 70-80), kiváló nyomás- és lökésvédelemmel. | Vastag bőr (4 mm), műbőr, többrétegű vászon | Magas költsége van, és nehéz a vágójél javítása. |
| Cerámia (húmánoxid / cirkonoxid) | Rémális (a vágójél vastagsága kevesebb, mint 0,1 mm), és mentes metálion-károsodástól. | Magas minőségű anyagok (szil, nem szivárványos anyag), precíz bőr-vágás | Nagy törékenységgel rendelkezik, és a vágóél törésre van előzményezve. Felvevett vágóeszközök (TiN, TiCN fedőanyagok) |
| Felvevett vágóeszközök (TiN, TiCN fedőanyagok) | A merevesség javult (HRC 65-70), és alacsony súrlódási együtthatójú. | Ragadós anyagok (pl. PU bőr), magas frekvenciájú vágási forgatókönyvek | Csökkenti a anyagragadást és meghosszabbítja az élettartamot. |
Szokványos bőrvágók és anyavágás specifikációi
készek
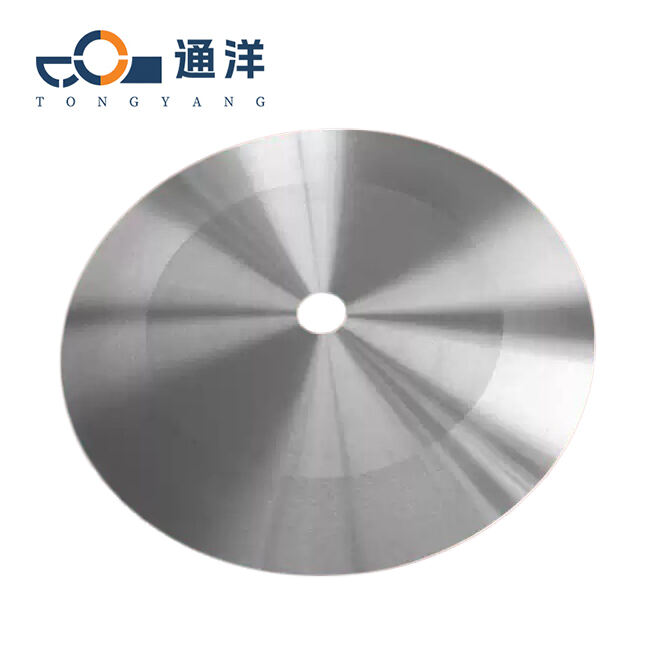
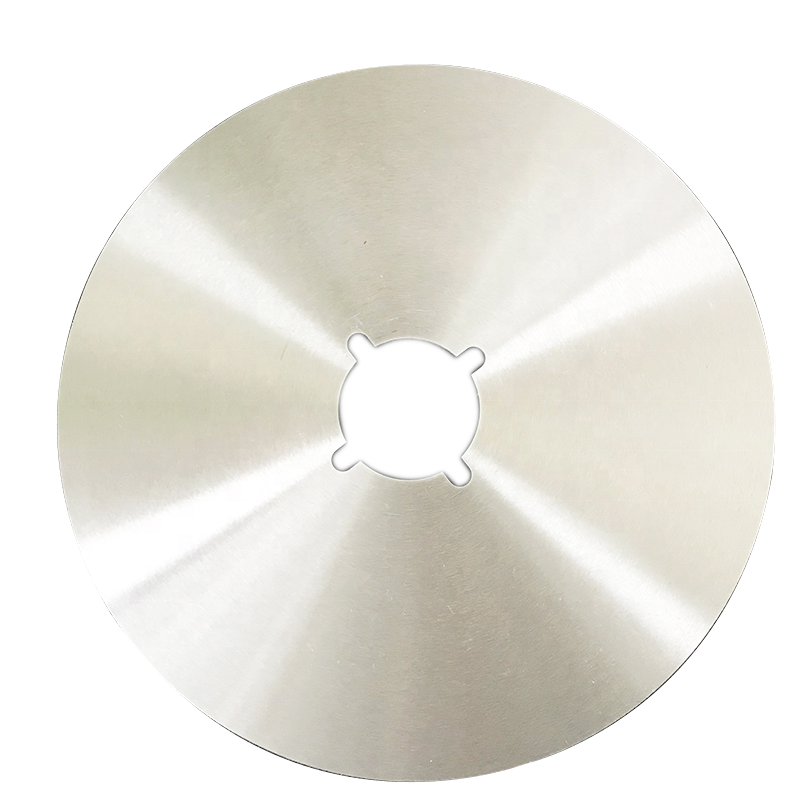
Az általános anyavágási körvágóknál a gyakran használt átmérő 50mm-től 300mm-ig terjed, és a vastagság 1-5mm. Vastag, finom anyagok vágásakor általában 1-2mm-es vastagságot használnak. Állhatatos anyagok vagy több rétegek céljából anyagok rétegezve, 3-5 mm vastagság általánosan alkalmazott. Az általános lyukatérés általában 15-50mm (amely testreszabható az eszköz főtengelyének átmérőjéhez). Létezik általában két típus lészes tervezet tervek: sík lápátok és mikroszárástól lappangó lapátok. A sík lapátok általában alkalmasak sima szövegetekre (például villanyra és poliesterre)
míg a mikroszárástól lappangó lapátok hatékonyan megakadályozzák a csúszást és alkalmas rugalmas anyagokra szövegetekre (például mint például az elnagyodás és hálózatos anyagok).
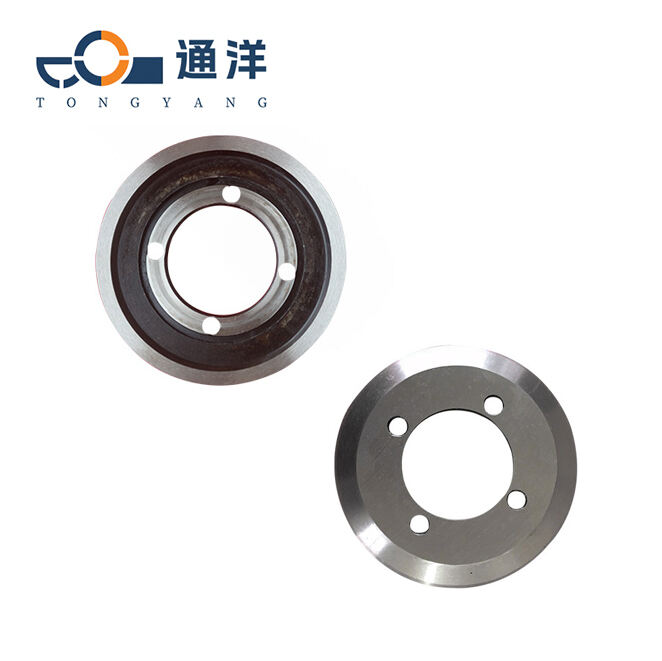
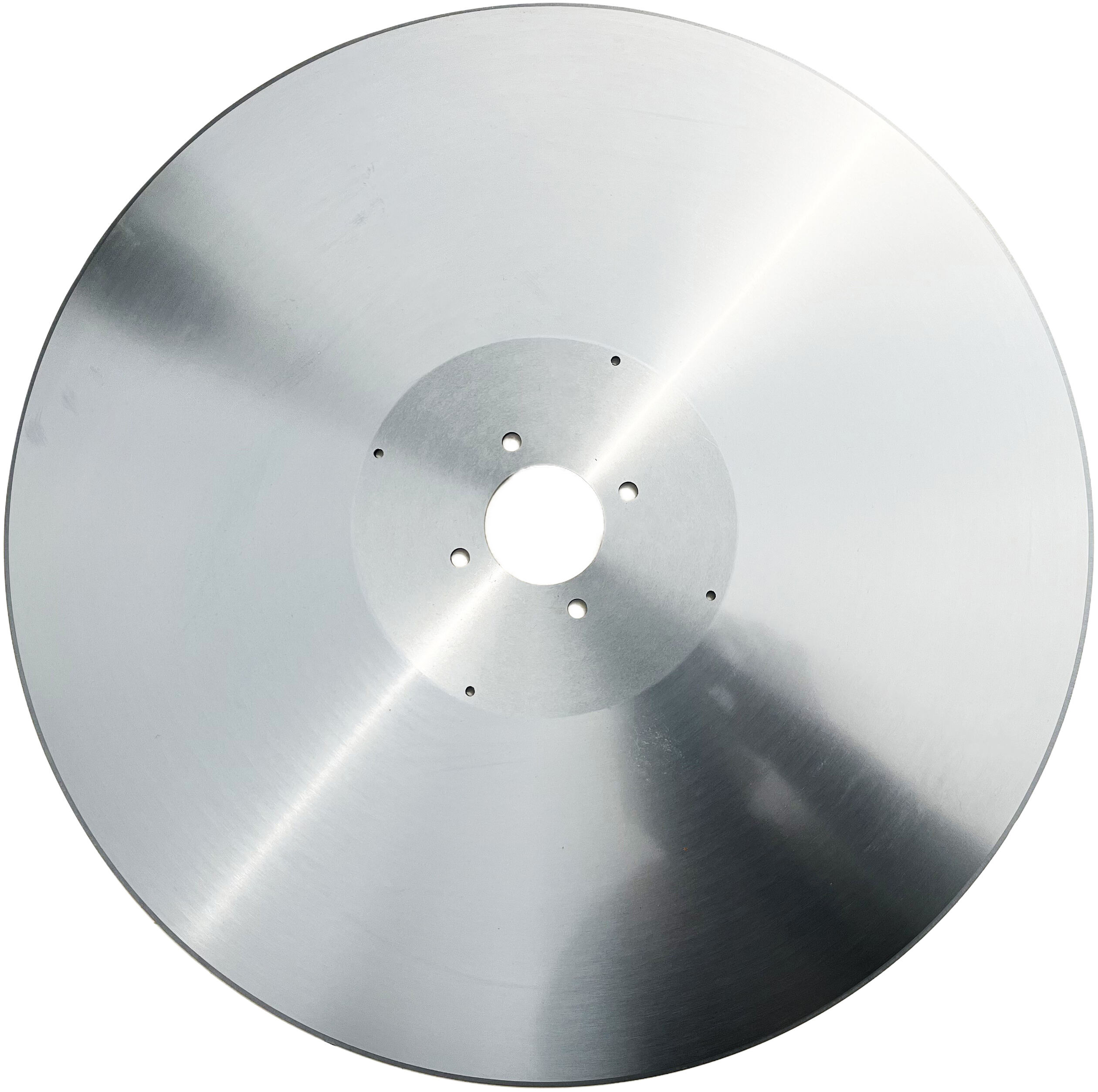
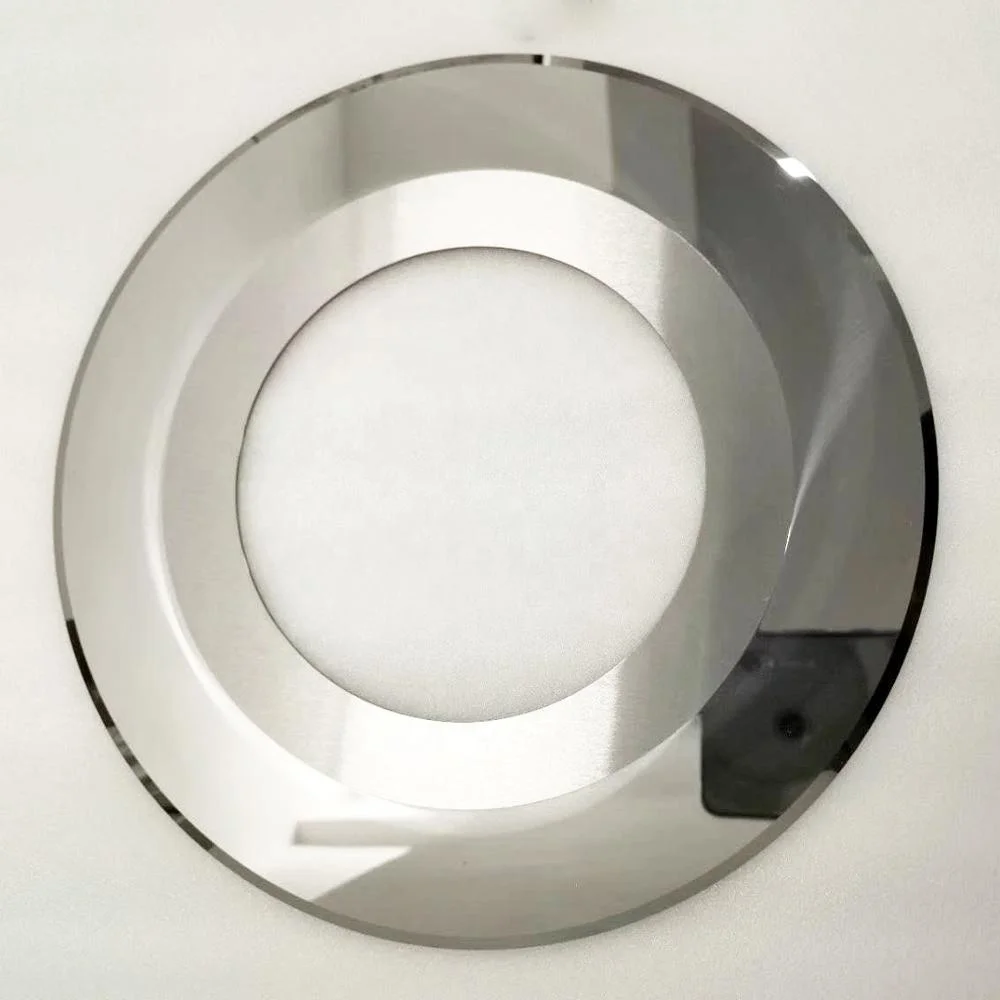
A kör alakú pofa vágókész mérete 100-400 mm, a gyakran használt átmérő pedig 150-300 mm A a lapát vastagsága 2-6 mm, 2-3 mm vékony bőrre és 4-6 mm vastag bőrre. Az általánosan használt lyuk mérete 20-60 mm (ami testreszabható az eszköz tengelyének átmérőjéhez). Általánosságban két típusú kesz tervezete van: a durva láncfa szél növeli a súrlódási erőt, hogy megakadályozza a bőrt alacsony két típus céljából vassalés tervek: a durva lésél szélével növekszik a súrlódási erő, hogy megakadályozza a bőr csúszás ellen (alkalmas természetes bőrhöz), és a hullámos pengeél csökkenti a vágási ellenállást, és alkalmas szintetikus bőrre (PU, PVC).
Előnyeink

Az anyagok és modellek ésszerű összehangolásával javítható a vágási hatékonyság (például a szövetek vágási sebessége 50-100 m/perc, a bőröké pedig 20-50 m/perc), ugyanakkor a vágószerszámok élettartama meghosszabbítható (általában 300-800 óra, keményfém szerszámok esetében pedig elérheti az 1000 órát is). Javasolt az optimális megoldás kiválasztása az anyag konkrét vastagsága, a berendezés paraméterei és a költségkeret alapján.
Javaslatok a modell kiválasztásához
Az anyagok és modellek észszerű összehangolásával javítható a vágási hatékonyság (például a szövetek vágási sebessége 50-100 méter/perc, a bőröké pedig 20-50 méter/perc). Eközben a vágószerszámok élettartama meghosszabbítható (általában 300-800 óra, a keményfém szerszámok esetében pedig elérheti az 1000 órát is). Javasolt az optimális megoldás kiválasztása az anyagok konkrét vastagságának, a berendezés paramétereinek és a költségkeretnek megfelelően.