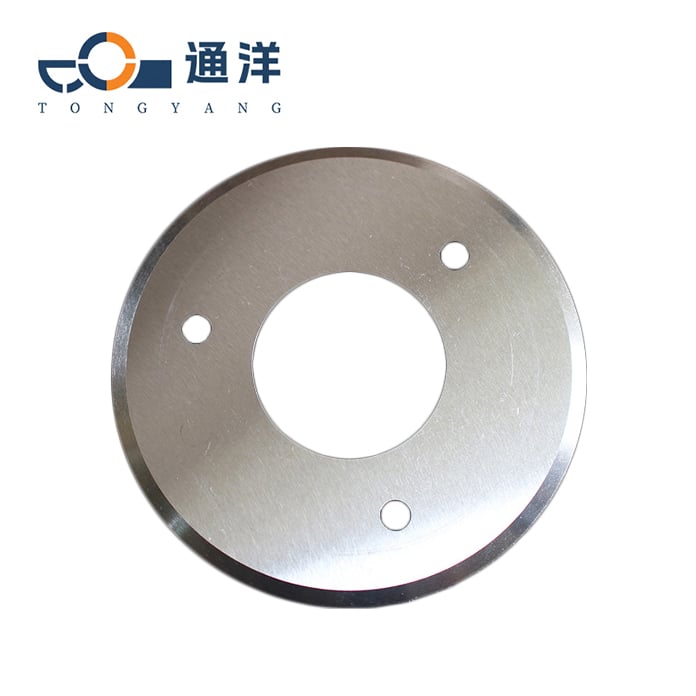



Წრეწირი საჭრის ქნიფები საბრინჯინო და საკუთხელო მასალებისთვის
Ზოგადი სამატერიალო ჭრილად წირკულარული ხარჩებისთვის, ხშირად გამოყენებული დიამეტრი 50 მმ-დან 300 მმ-მდე გადის, ხოლო thic- 1-5 მმ არის. ცილი მატერიალების ჭრილად, 1-2 მმ thic- ხშირად გამოიყენება. thic- 3-5 მმ ხშირად გამოიყენება მატერიალების ჭრილად ან რამდენიმე ფეხსაცილი ერთად დაკრული მატერიალების ჭრილად. ხშირად გამოყენებული აპერტურა 15-50 მმ (რომელიც შეიძლება განსაზღვრებული იყოს მანქანის ღერძის დიამეტრის მიხედვით).
- Ზოგადი მიმოხილვა
- Რეკომენდებული პროდუქტები
Მასალის კლასიფიკაცია
| Მასალა | Მახასიათებლები | Გამოყენებადი | Ხარვეზი |
| Ინსტრუმენტული მასა (მაგ. SK5, SK7) | Ის მაქსიმალურად მძიმეა (HRC 55-60), დაბალი ღირებულებას ჰქონდება და მაღალი გაჭრის ზღვის მყარობა. | Ჩვეულებრივი მწვრტობები (ქსოვილი, პოლიესტერი), ცხრა კურნალი (<2mm) | Მას მართლაც შეუძლია განიჭროს და მოითხოვს რეგულარულ მართვას. |
| Მასა: HSS (მაგ. M2, M35) | Ის მაქსიმალურად მძიმეა (HRC 60-65), მაღალი წარმოქმნის წინააღმდეგობას ჰქონდება და შეძლებს მაღალი ტემპერატურების გამართვას. | Მრავალფერდო მწვრტობები, საშუალოდან მაღალად განსაზღვრული კურნალი (2-4mm), კომპოზიტური მასალები | Ის გაქვს გრძელ ცხოვრებას და შესაბამისია უწყვეტ მუშაობისთვის. |
| Ურვის მასა (მაგ. 440C, 9Cr18MoV) | Ის მართლაც გადაკვეთის წინააღმდეგობას (HRC 58-62) და ძალიან ძალუძს კოროზიის წინააღმდეგობას აქვს. | Ტექსტილი ქიმიური დაფარვებით, ჩამონათვალი გარემოები, კოჟი პროდუქტები (როგორიცაა საფეხსამყარო მასალები, საჭელი და ჩარჩოები) | Არ არის საჭირო ხშირი გადაკვეთის პრევენციის მუშაობა. |
| Ციმენტირებული კარბიდი (ტუნგსტენის კარბიდი WC) | Უსაფრთხო მაღალი მოწყობილობა (HRC 70-80), მაღალი აბრაზიული წინააღმდეგობა და დარტყმის წინააღმდეგობა. | Სქელი ტყავი (4 მმ), სინთეტიკური ტყავი, მრავალშრიანი ტილო | Მას აქვს მაღალი ღირებულება, და რთულია ჭრის 脩ს განახლება. |
| Კერამიკა (ალუმინის ოქსიდი / ცირკონის ოქსიდი) | Ის საკმარისად მწვრილია (ჭრის მასალის thicness ნაკლებია 0.1mm-ზე) და მეტალურგიული იონური დანაშაული არ არის. | Მაღალი კლასის ქსოვილები (მძაფარი, უნაგებო ქსოვილები), კანის ზუსტი დაჭრა | Მას აქვს მაღალი მყიფეობა და ხშირი მიდრეკილებაა ჭრის კიდეების დაშლისკენ. დაფარული საჭრელი ინსტრუმენტები (TiN, TiCN საფარი) |
| Დაფარული საჭრელი ინსტრუმენტები (TiN, TiCN საფარი) | Სიძლიერე გაუმჯობესებულია (HRC 65-70), მას აქვს დაბალი შექცევების კოეფიციენტი. | Ხაჭოვი ქსოვილები (მაგალითად PU ტყავი), მაღალი სიხშირის ჭრის სცენარები | Შეამცირებს მასალის შემაგრებას და გაახანგრძლივებს გამოყენების ხანგრძლივობას. |
Ტყავის დაჭრის და ქსოვილის დაჭრის საერთო სპეციფიკაციები
დაჭრის იнструმენტები
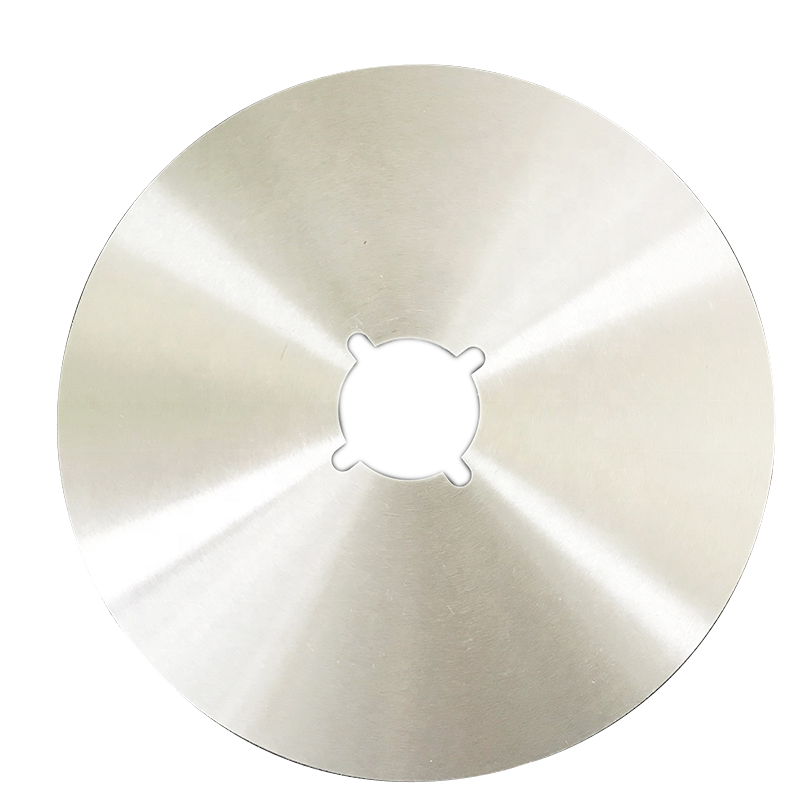
Ზოგადი ქსოვილის ჭრის წრიული დანები, საერთოდ გამოიყენება დიამეტრი მერყეობს 50mm 300mm და სისქე არის 1-5 მმ. თხელი ქსოვილების ჭრისას, როგორც წესი, 1-2 მმ სისქე გამოიყენება. თხელი ქსოვილების დაჭრისას ან მრავალჯერადი საფეხურები შემდეგი სამები ერთად ჩამორთული, 3-5 მილიმეტრიანი სიგრძის გამოყენება ხშირად შეიცვლება. ხშირად გამოყენებული აპერტურაა ჩვეულებრივ 15-50mm (რომელი შეიძლება განსაზღვრა მართული იყოს მანქანის ღერ Gaussian დიამეტრის მიხედვით). არსებობს ჩვეულებრივ ორი ტიპი ლადის დიზაინები: სიბრტყის ფერი და მიკრო-ჭარბი. სიბრტყის ფერები ხშირად შესაბამისია მომავალი სამატერიალები (მაგ. ქსოვილი და პოლიესტერისთვის)
მას შორის, მიკრო-ჭარბი ეფექტურად შეძლებს წინააღმდეგ გადატანის დაშლას და საბურთები ელასტიკისთვის სამატერიალები (მაგ. როგორც სპენდექსი და საკუთარი სამები).
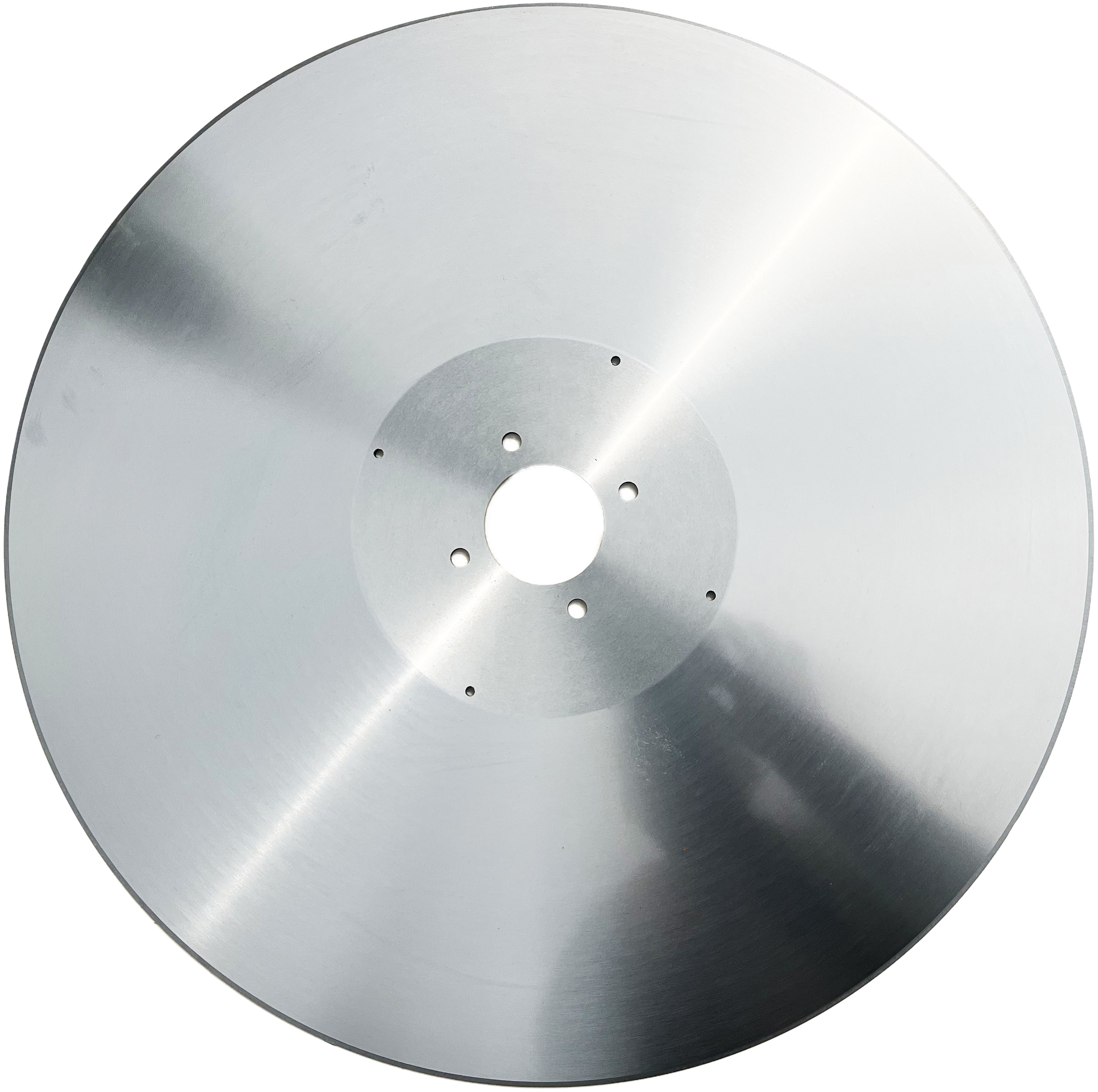
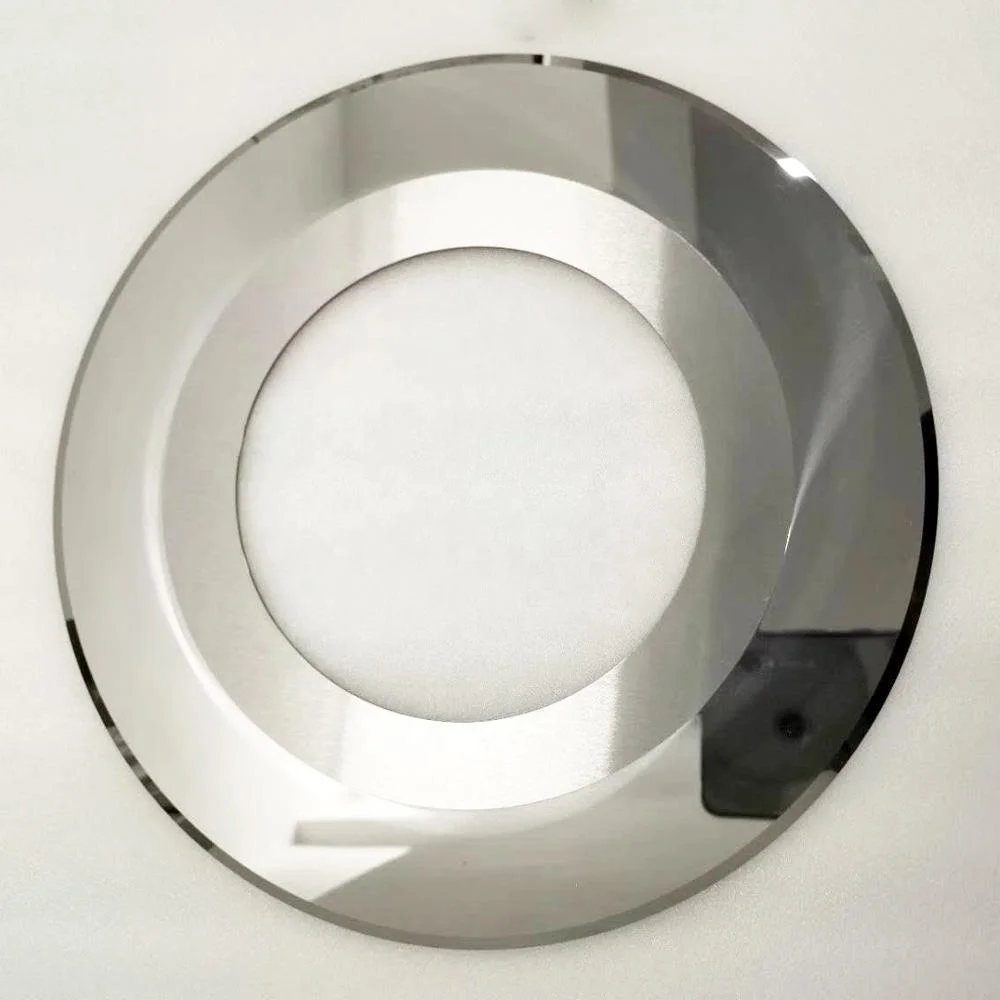
Წრეწირული ხაჭოს დიამეტრი კოჟის ჭრისას 100-400 მმ არის, ხოლო ჩვეულებრივ გამოყენებული დიამეტრია 150-300 მმ The ფერის სიგრძე 2-6 მილიმეტრია, 2-3 მილიმეტრი ცილი კოჟისთვის და 4-6 მილიმეტრი მაღალი კოჟისთვის. ხშირად გამოყენებული გამორთვა არის 20-60 მმ (რომელიც შეიძლება განსაზღვრას მოწყობილობის ღერძის დიამეტრის მიხედვით). ზოგადად, არის არიან ორი ტიპი შემდეგი ფეროს დიზაინები: გროვილი საჭე ფეროს რიგი ამაღლებს წინააღმდეგ ძალას და ამცირებს მოქმედებას ტყავი სრიალისგან (შესაფერისი ნატურალური ტყავისთვის), ხოლო ტალღოვანი პირი ამცირებს ჭრის წინააღმდეგობას და შესაფერისია სინთეტიკური კოჟის (PU, PVC) თვის
Ჩვენი უპირატესობები
Მასალებისა და მოდელების გონივრული შეხამებით შესაძლებელია ჭრის ეფექტურობის გაუმჯობესება (მაგალითად, ქსოვილების ჭრის სიჩქარეა 50-100 მ/წთ, ხოლო ტყავისთვის - 20-50 მ/წთ) და ამავდროულად, საჭრელი ხელსაწყოების მომსახურების ვადა შეიძლება გაიზარდოს (ზოგადად 300-800 საათი, ხოლო ცემენტირებული კარბიდის ხელსაწყოებისთვის - 1000 საათზე მეტხანს). რეკომენდებულია ოპტიმალური გადაწყვეტის შერჩევა მასალების კონკრეტული სისქის, აღჭურვილობის პარამეტრებისა და ხარჯების ბიუჯეტის მიხედვით.
Მოდელის არჩევის რჩევები
Მასალებისა და მოდელების გონივრული შეხამებით, შესაძლებელია ჭრის ეფექტურობის გაუმჯობესება (მაგალითად, ქსოვილების ჭრის სიჩქარე წუთში 50-100 მეტრია, ხოლო ტყავის შემთხვევაში - 20-50 მეტრი წუთში). ამავდროულად, შესაძლებელია საჭრელი ხელსაწყოების მომსახურების ვადის გაზრდა (ზოგადად 300-800 საათი, ხოლო ცემენტირებული კარბიდის ხელსაწყოების შემთხვევაში - 1000 საათზე მეტს). რეკომენდებულია ოპტიმალური გადაწყვეტის შერჩევა მასალების კონკრეტული სისქის, აღჭურვილობის პარამეტრებისა და ხარჯების ბიუჯეტის მიხედვით.