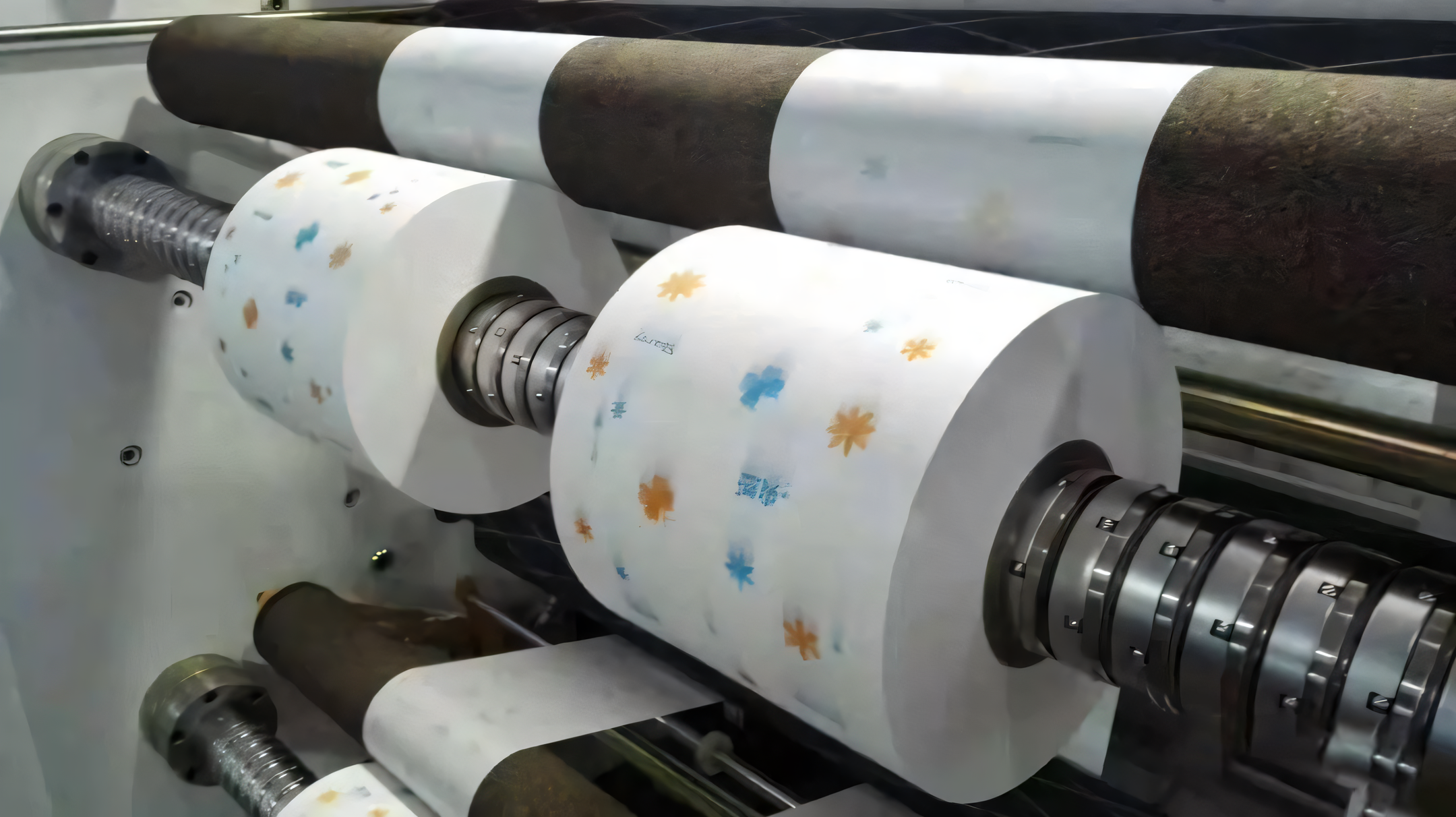
Skjæring og dens tre dominerende metoder: sirkulær knivskjæring, flatknivskjæring og knusningsskjæring. Valg kan gjøres raskt basert på materiale og anvendelsesscenario.
Flatknivskjæring
Ensidige eller tosidige blader er festet på en stasjonær
bladholder . Under materialetens drift senkes bladet for å kutte materialet lengdevis og oppnå skjæringen.
Det finnes to typer barberbladskjæring: sporskjæring og hengende skjæring.
Ved rillet skjæring beveger materialet seg over en rillet rulle, og skjærebladet senkes ned i rillene på rullen for å kutte materialet lengdevis. Ved denne tidspunktet danner materialet en viss omsluttingsvinkel rundt den rillede rullen, noe som gjør det mindre utsatt for avdrift. Denne metoden brukes vanligvis ved skjæring av støpte PP-filmer eller filmer med smale kanttrimmer, da den kan forbedre skjærehastigheten. Ulempen med denne metoden, sammenlignet med svevende skjæring, er imidlertid at bladjusteringen er mindre praktisk.
Ved svevende skjæring senkes rasoren ned mens materialet passerer mellom to ruller, slik at materialet kuttes lengdevis. Siden materialet er i en relativt ustabil tilstand, er skjærenøyaktigheten litt lavere enn ved rillet skjæring. Likevel har denne metoden fordelen med at bladjustering og drift er praktiske.
Fordeler med flatknivskjæring
Lav verktøykostnad, rask bladbytte, bred justerbar breddeområde.
Ulemper
Begrenset hastighet, rask slitasje på bladene og lett oppstående fester på skjærekantene.
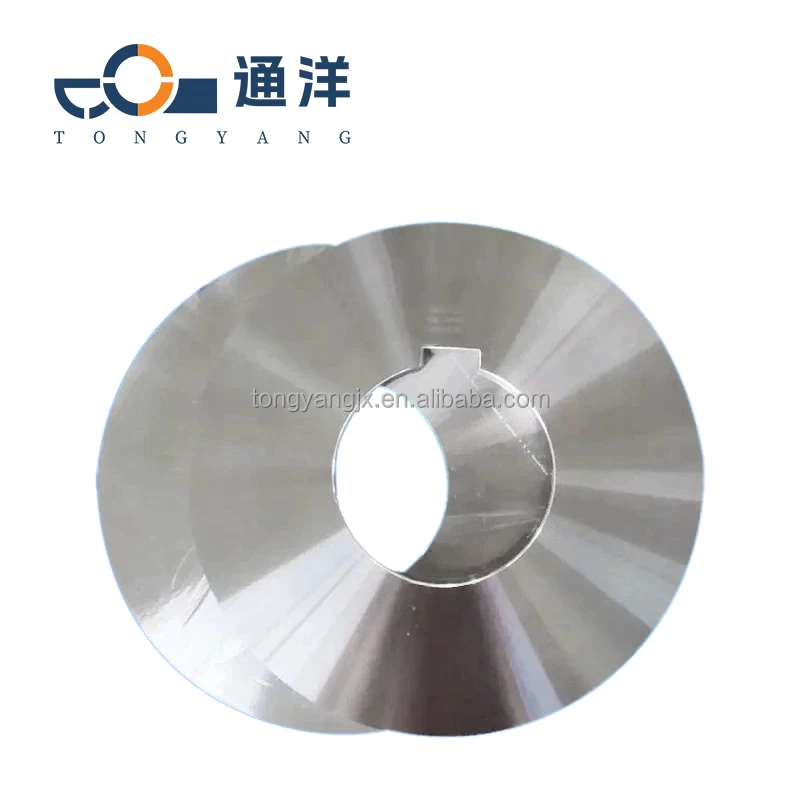
Sirkulær knivskjæring
Sirkulær knivskjæring kan deles inn i tangentisk skjæring og ikke-tangentisk skjæring.
Ved tangentisk skjæring skjæres materialet langs tangentretningen til de øvre og nedre sirkulære knivbladene. Denne metoden tillater enkelt justering av knivbladene, og posisjonene til de øvre og nedre sirkulære knivbladene kan enkelt og direkte justeres i henhold til den ønskede skjærebredde. Ulempen er at materialet tenderer til å gli ved skjærepunktet, noe som fører til lav nøyaktighet, og derfor brukes denne metoden sjelden i dag.
Ved ikke-tangentisk skjæring danner materialet en viss omslutningsvinkel med det nedre sirkulære knivbladet, og materialet skjæres når det nedre sirkulære knivbladet settes i bruk. Denne metoden forhindrer glidning av materialet og sikrer høy skjærenøyaktighet. Justering av knivbladene er imidlertid relativt ubekvem, siden hele akselen må fjernes ved montering av det nedre sirkulære knivbladet.
Sirkulær knivskjæring er egnet for skjæring av relativt tykke komposittfilm og papir
produkter .
Fordeler med sirkulær knivskjæring: høy nøyaktighet, høy hastighet, jevne skjærekanter, bred anvendelighet. Ulemper: høye utstyrskostnader, strenge krav til vedlikehold og kniver, samt lett materialeforskyvning.
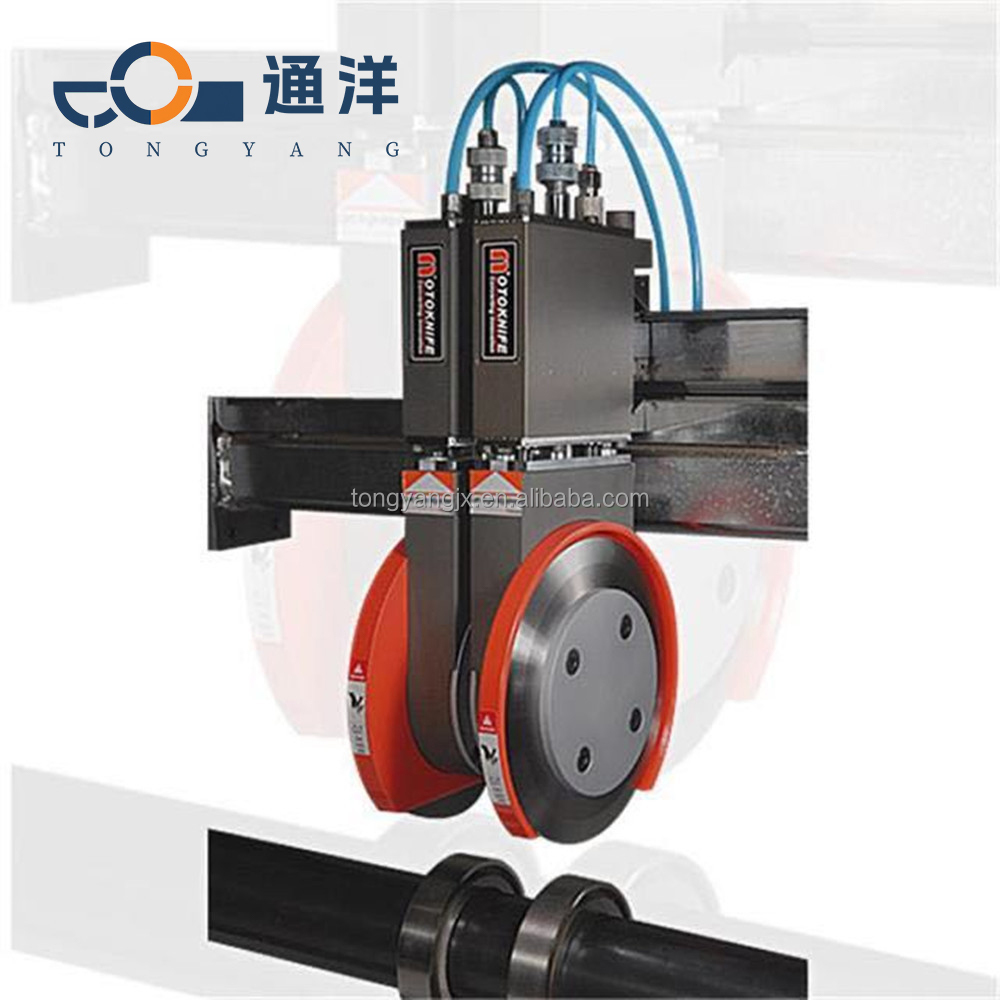
Krasjeskjæring
Krasjeskjæring bygger hovedsakelig på en enkelt sirkulær kniv som presser direkte mot en hard støtterull. Knivens egg trykker og krasjer materialet, slik at det sprekker under påvirkning av kraft, og dermed oppnås lengderetnet skjæring.
Det involverer ikke samspillet og skjæringen mellom øvre og nedre kniv; i stedet «krasjes og skjæres» materialet ved hjelp av trykk og rulling. Med en enkel konstruksjon og lave kostnader er det en relativt praktisk skjæremetode.
Gjelder for materialer
Sirkulær knivskjæring: Papir, tykke komposittfilm, tynne metallfolier
loddrett knivskjæring for lær: Tynne filmer, ikke-vevd tekstil
krasjeskjæring: Ikke-vevd tekstil, skum, gummivare, myke fibermaterialer

 Siste nytt
Siste nytt