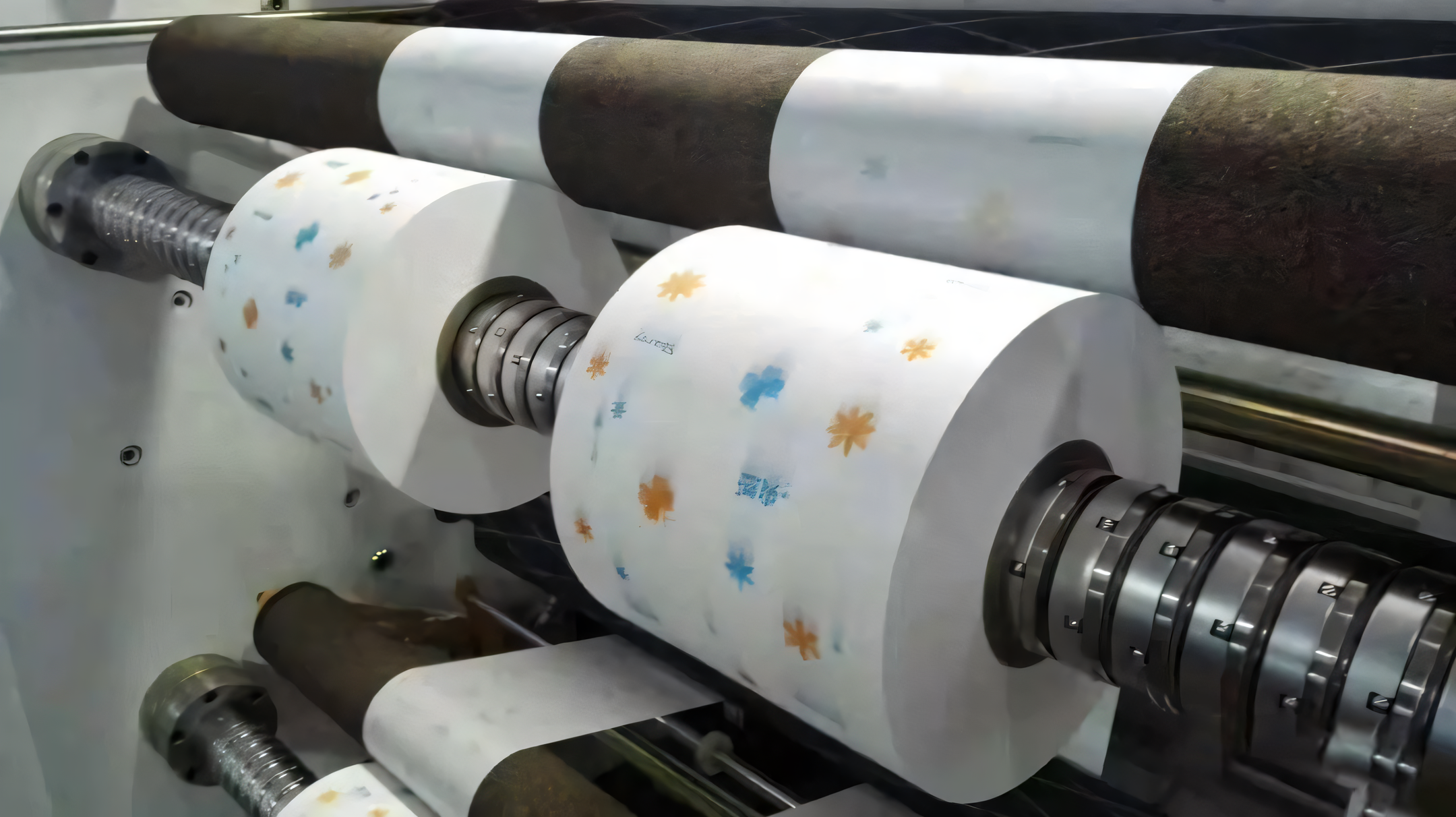
Skæring og dens tre almindelige metoder: cirkulær knivskæring, fladknivskæring og knusningsskæring. Valget kan foretages hurtigt ud fra materialet og anvendelsesscenariet.
Fladknivskæring
Enkelt- eller dobbeltsidige knive er fastgjort på en stationær
bladholder . Under materialets fremførelse sænkes kniven ned for at skære materialet længs over, hvilket opnår skæringens formål.
Der findes to typer af barberknivskæring: rille-skæring og suspenderet skæring.
Ved rillede slitsning kører materialet over en rillet rulle, og skæreklingen sænkes ned i rillernes forløb for at skære materialet længdevis. I dette tilfælde danner materialet en bestemt omslutningsvinkel på den rillede rulle, hvilket gør det mindre udsat for afdrift. Denne metode anvendes ofte til slitsning af støbt PP-folie eller folier med smalle kantbeskæringer, da den kan forbedre slitsningseffektiviteten. Imidlertid er ulemperne i forhold til frihængende slitsning, at justering af klingen er besværlig.
Ved frihængende slitsning sænkes raseren ned, mens materialet passerer mellem to ruller, så materialet skæres længdevis. Da materialet befinder sig i en relativt ustabil tilstand, er slitsningsnøjagtigheden lidt lavere end ved rillede slitsning. Alligevel er denne metode karakteriseret ved let klingejustering og brugervenlig betjening.
Fordele ved fladknivslitsning
Lav værktøjsomkostning, hurtig klingeskift, bredt indstilleligt breddespektrum.
Ulemper
Begrænset hastighed, hurtig slid af kniven og let forekomst af spåner på skærekanterne.
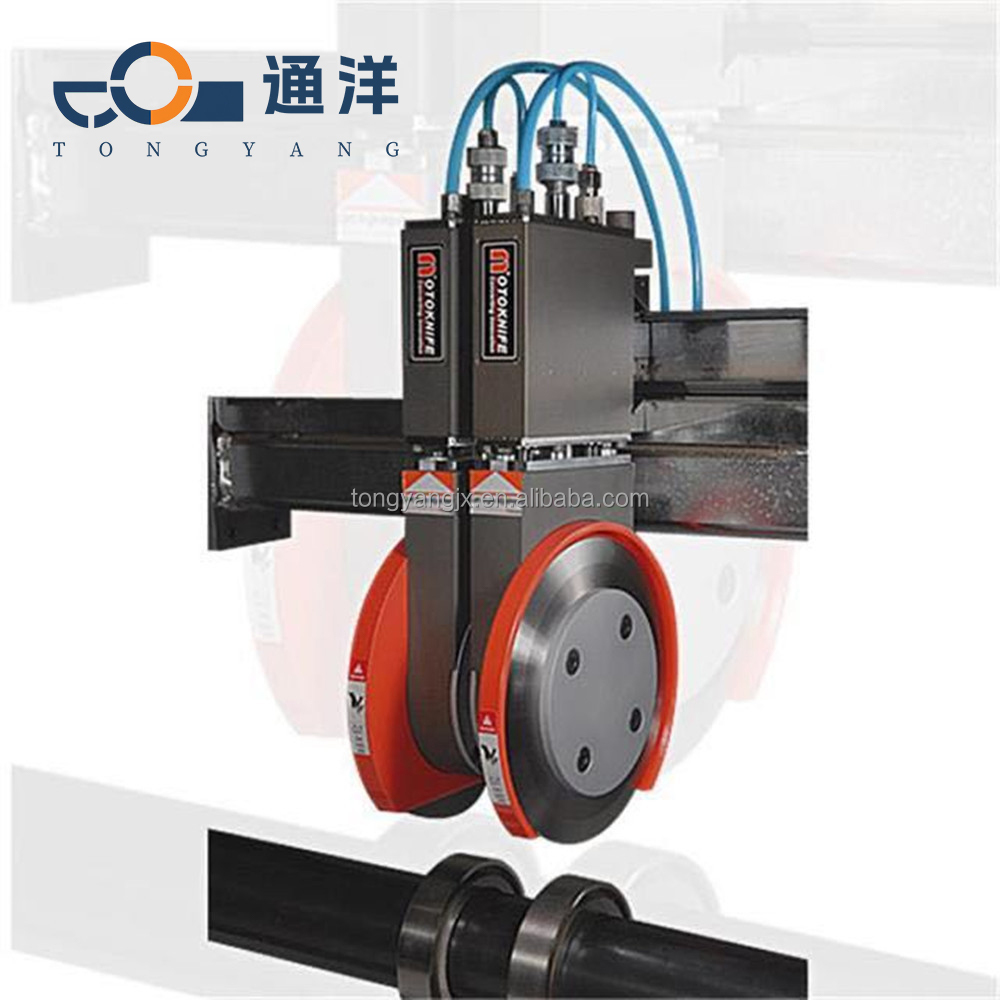
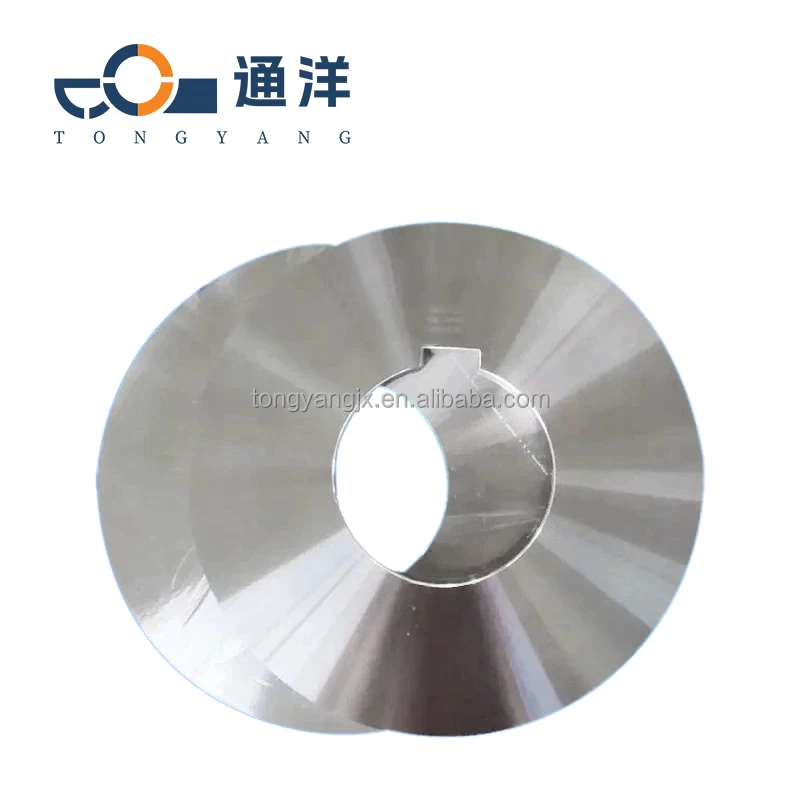
Cirkulær knivskæring
Cirkulær knivskæring kan opdeles i tangentiel skæring og ikke-tangentiel skæring.
Ved tangentiel skæring skæres materialet langs tangentretningen til den øverste og den nederste cirkulære kniv. Denne metode gør det nemt at justere knivene, og positionen af den øverste og den nederste cirkulære kniv kan nemt og direkte justeres i henhold til den ønskede skærebredde. Ulempen er, at materialet har tendens til at glide ved skærepunktet, hvilket resulterer i lav præcision, så denne metode bruges sjældent i dag.
Ved ikke-tangentiel skæring danner materialet en bestemt omslutningsvinkel med den nederste cirkulære kniv, og materialet skæres, når den nederste cirkulære kniv trækkes ind. Denne metode forhindrer materialeglidning og sikrer høj skærepræcision. Knivjusteringen er dog relativt besværlig, da hele akslen skal fjernes ved montering af den nederste cirkulære kniv.
Cirkulær knivskæring er velegnet til skæring af relativt tykke kompositfilm og papir
produkter .
Fordele ved cirkulær knivskæring: høj præcision, høj hastighed, pæne skærekanter, bred anvendelighed. Ulemper: høje udstyrskomponenter, strenge krav til vedligeholdelse og knive samt let materialebevægelse.
Krumknivskæring
Krumknivskæring bygger primært på en enkelt cirkulær kniv, der presser direkte mod en hård støtterulle. Knivens skærekant trykker og knuser materialet, hvilket får det til at brække under påvirkning, og dermed opnås længdeskæring.
Det involverer ikke samspillet og skæringen mellem en øvre og en nedre kniv; i stedet "knuses og skæres" materialet ved hjælp af tryk og rulning. Med sin simple konstruktion og lave omkostninger er det en relativt praktisk skæremetode.
Anvendte materialer
Cirkulær knivskæring: Papir, tykke kompositfilm, tynde metalfolier
læder: Fladknivskæring: Tynde film, ikke-vævede materialer
stoffer: Krumknivskæring: Ikke-vævede stoffer, skum, gummi, bløde fibermaterialer

 Seneste nyheder
Seneste nyheder