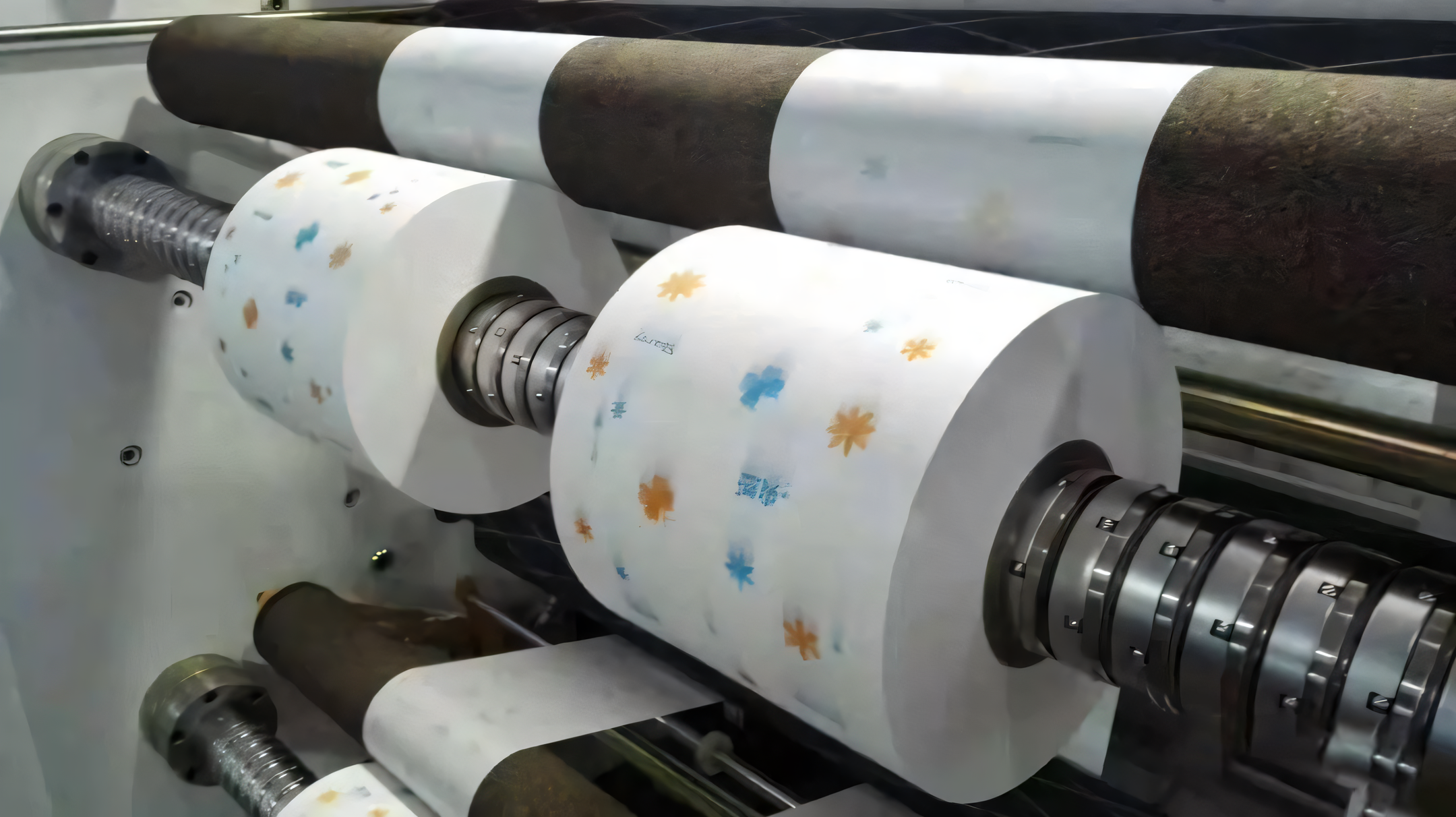
Skärning och dess tre dominerande metoder: cirkelskärning, planskärning och krossskärning. Valet kan göras snabbt beroende på materialet och användningsområdet.
Plattknivsklippning
Ensidiga eller tvåsidiga blad är fästa på en stationär
bladhållare . Under materialdrift sänks bladet för att skära materialet längsriktat och uppnå klippningsändamålet.
Det finns två typer av rakknivsklippning: spårklippning och svävande klippning.
Vid spårklippning sänks skärbladet i spåren på den spåriga rullen medan materialet transporteras över den, vilket gör att materialet skärs längsriktat. Vid detta tillfälle bildar materialet en viss omslutningsvinkel kring den spåriga rullen, vilket gör att det är mindre benäget att driva ifrån. Denna metod används ofta för klippning av gjutna PP-filmer eller filmer med smala kantavskärningar, eftersom den kan förbättra klippningseffektiviteten. En nackdel med denna metod jämfört med svävande klippning är dock att bladjusteringen är mindre bekväm.
Vid upphängd skärning sänks rakkniven för att skära materialet längsriktat när materialet passerar mellan två rullar. Eftersom materialet befinner sig i ett relativt instabilt tillfälle är skärnoggrannheten något lägre än vid skärning med spårade rullar. Trots detta har denna metod fördelar i form av bekväm knivjustering och enkel hantering.
Fördelar med plattknivsskärning
Låg verktygskostnad, snabb knivbyte, brett justerbart breddområde.
Nackdelar
Begränsad hastighet, snabb knivslitage och benägenhet att bilda krås på skärkanten.
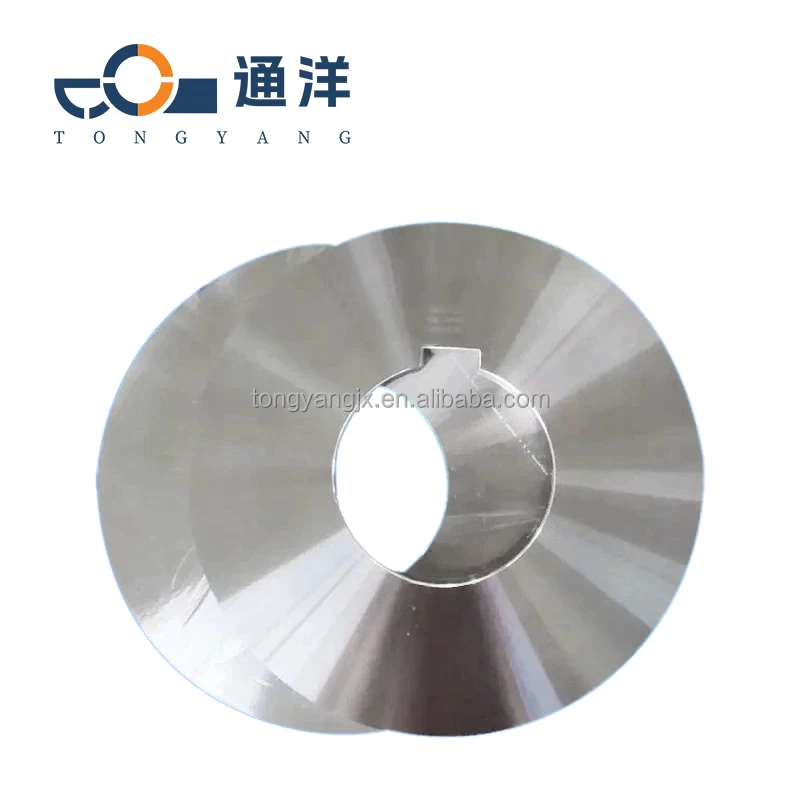
Cirkulär knivskärning
Cirkulär knivskärning kan delas in i tangentisk skärning och icke-tangentisk skärning.
Vid tangentiell skärning skärs materialet längs tangentriktningen för de övre och undre cirkulära bladen. Denna metod gör att bladen lätt kan justeras, och positionerna för de övre och undre cirkulära bladen kan enkelt och direkt justeras enligt den önskade skärbredden. Dess nackdel är att materialet tenderar att glida vid skärpunkten, vilket leder till låg noggrannhet, varför denna metod sällan används idag.
Vid icke-tangentiell skärning bildar materialet en viss omslutningsvinkel med det undre cirkulära bladet, och materialet skärs när det undre cirkulära bladet engageras. Denna metod förhindrar materialglidning och säkerställer hög skärnoggrannhet. Bladjusteringen är dock relativt besvärlig, eftersom hela axeln måste tas bort vid montering av det undre cirkulära bladet.
Cirkulär knivskärning är lämplig för skärning av relativt tjocka sammansatta filmer och papper
produkter .
Fördelar med cirkulärt knivskärning: hög precision, hög hastighet, ren skärkant, bred anpassningsförmåga. Nackdelar: hög utrustningskostnad, strikta krav på underhåll och knivar samt lätt materialförflyttning.
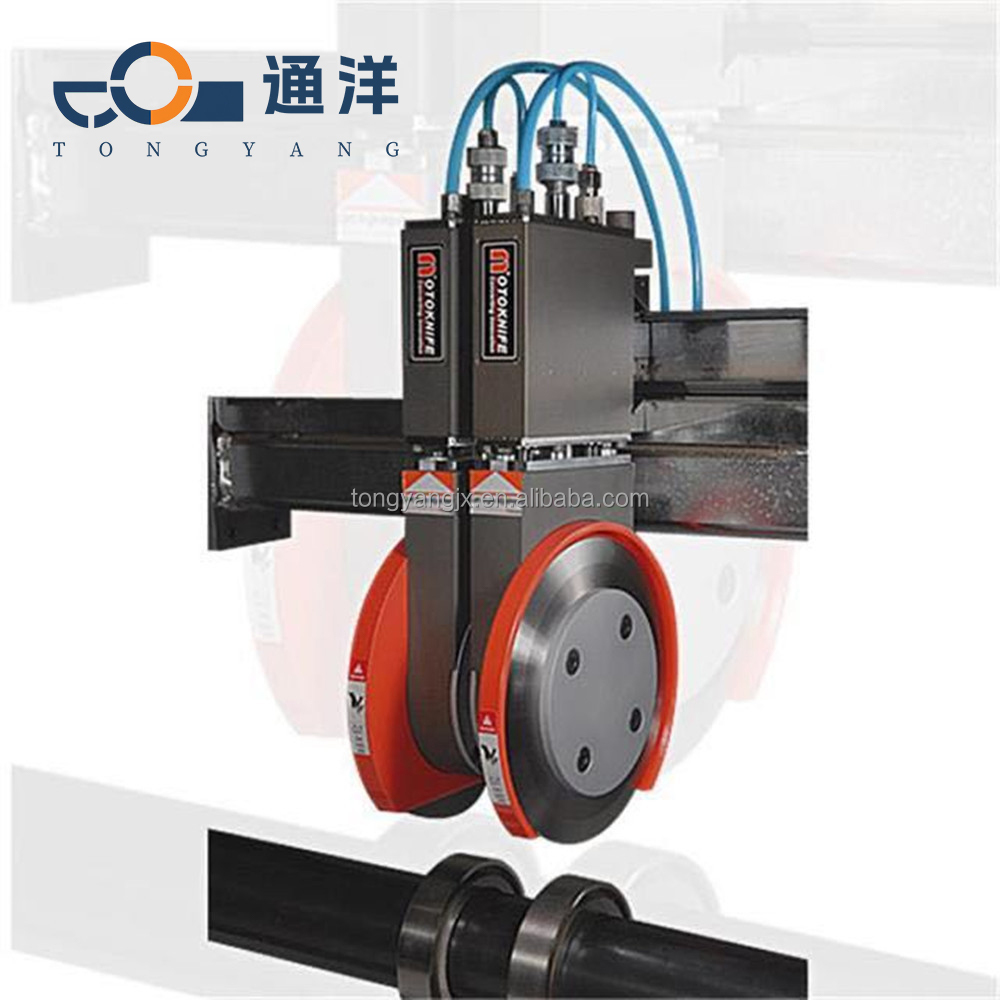
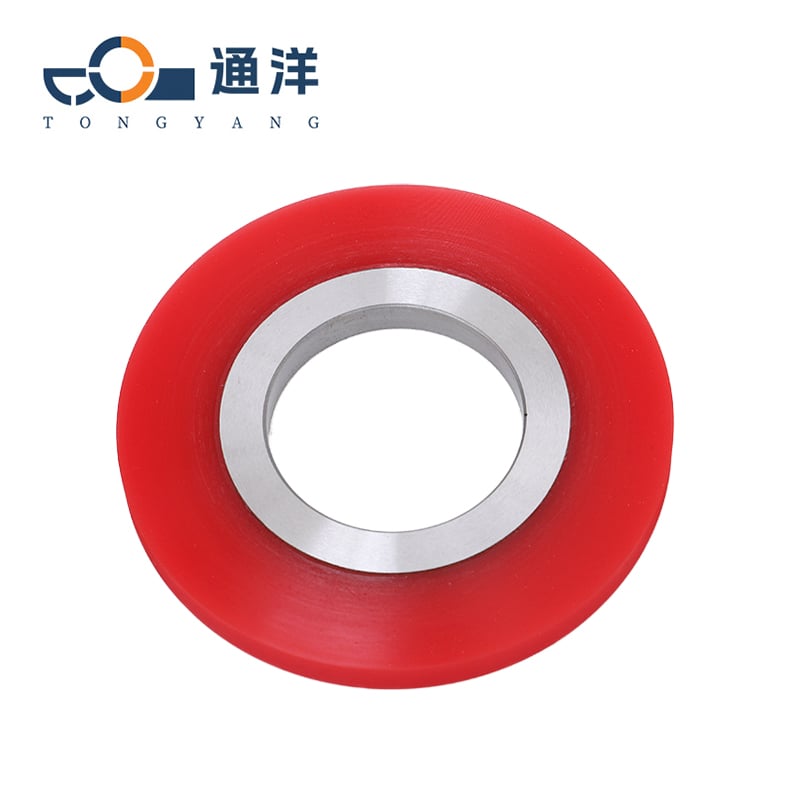
Krosskärning
Krosskärning bygger främst på en enda cirkulär kniv som trycker direkt mot en hård stödrulle. Knivkanten trycker ihop och krossar materialet, vilket får det att spricka under påverkan av kraften, så att längdskärning uppnås.
Det innebär inte samverkan och skärande verkan mellan övre och undre knivar; istället "krossas och skärs" materialet genom tryck och rullning. Med sin enkla konstruktion och låga kostnad är det en relativt bekväm skärmetod.
Tillämpliga material
Cirkulärt knivskärning: papper, tjocka sammansatta filmer, tunna metallfolier
läder, plattknivskärning: tunna filmer, ovävda material
tyger, krosskärning: ovävda tyger, skum, gummi, mjuka fibermaterial

 Senaste nyheterna
Senaste nyheterna