A vágás és három fő irányzata: körkéses vágás, laposkéses vágás és összenyomásos vágás. A választás gyorsan megtörténhet az anyag és az alkalmazási környezet alapján.
Laposkéses vágás
Egyoldalas vagy kétoldalas pengék rögzítve vannak egy álló
penge tartó szerkezeten. Az anyag mozgatása közben a pengét leengedik, hogy hosszirányban vágja az anyagot, ezzel elérve a vágási célt.
A borotvapenge-vágásnak két típusa létezik: horpadt vágás és lebegő vágás.
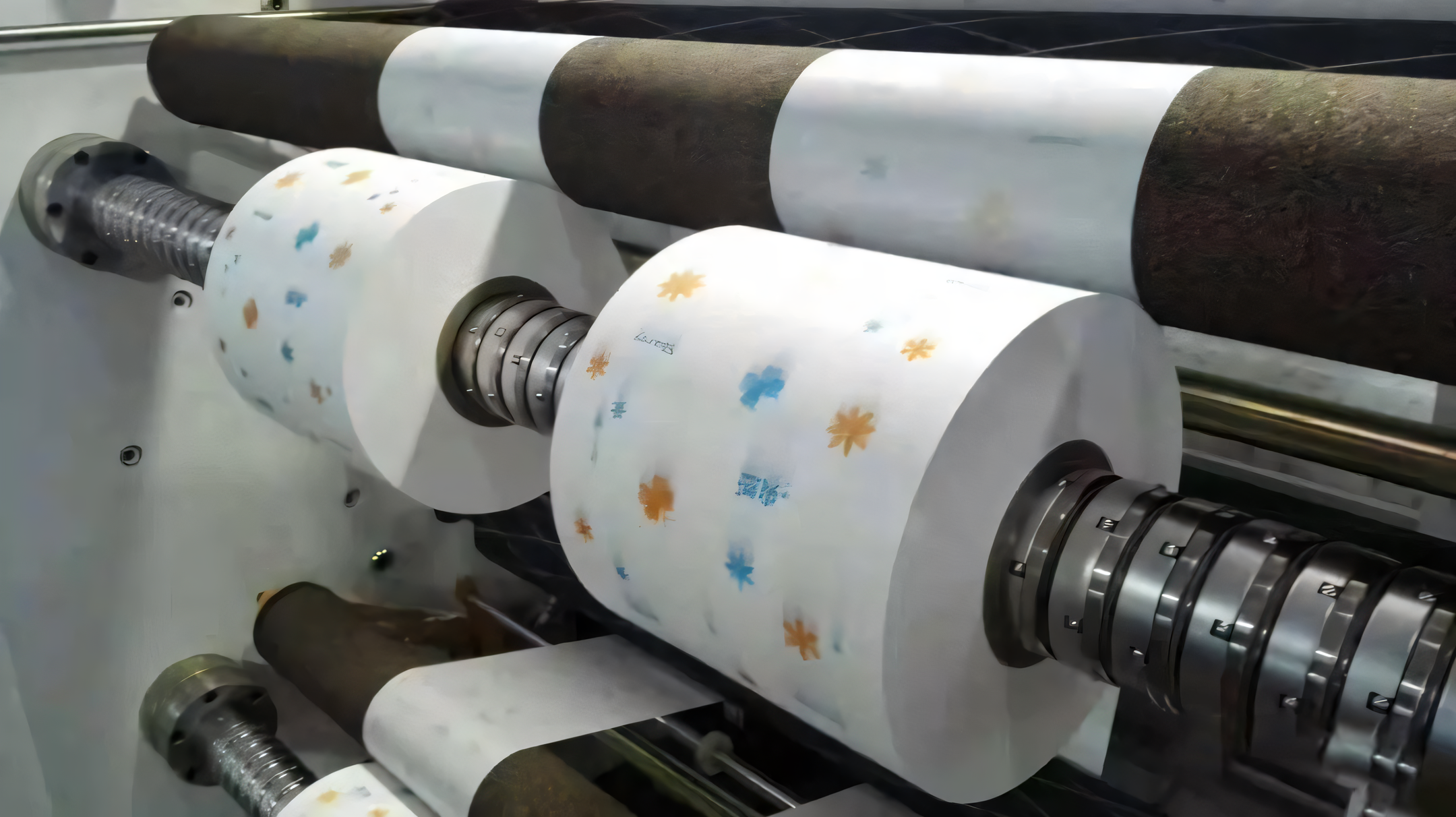
A hornyított szalagolásnál, amikor az anyag a hornyos hengeren fut, a vágókés leereszkedik a henger hornyai közé, hogy hosszirányban vágja az anyagot. Ekkor az anyag meghatározott kerületi szöget zár be a hornyos hengerrel, így kevésbé hajlamos elcsúszni. Ezt a módszert gyakran alkalmazzák öntött PP fóliák vagy keskeny szélszalagos fóliák szalagolására, mivel javítja a szalagolás hatékonyságát. Ennek a módszernek azonban hátránya – a lebegő szalagoláshoz képest – a kés beállításának kényelmetlensége.
A lebegő szalagolásnál, amikor az anyag két henger között halad át, a borotva leereszkedik, hogy hosszirányban vágja az anyagot. Mivel az anyag viszonylag instabil állapotban van, a szalagolás pontossága enyhén alacsonyabb, mint a hornyított szalagolásnál. Ennek ellenére e módszer előnye a kés egyszerű beállítása és kezelése.
Sík késes szalagolás előnyei
Alacsony szerszámköltség, gyors kés-csere, széles beállítható szélességtartomány.
Hátrányok
Korlátozott sebesség, gyors pengékopás és a vágott éleken könnyen keletkező fémfogak.
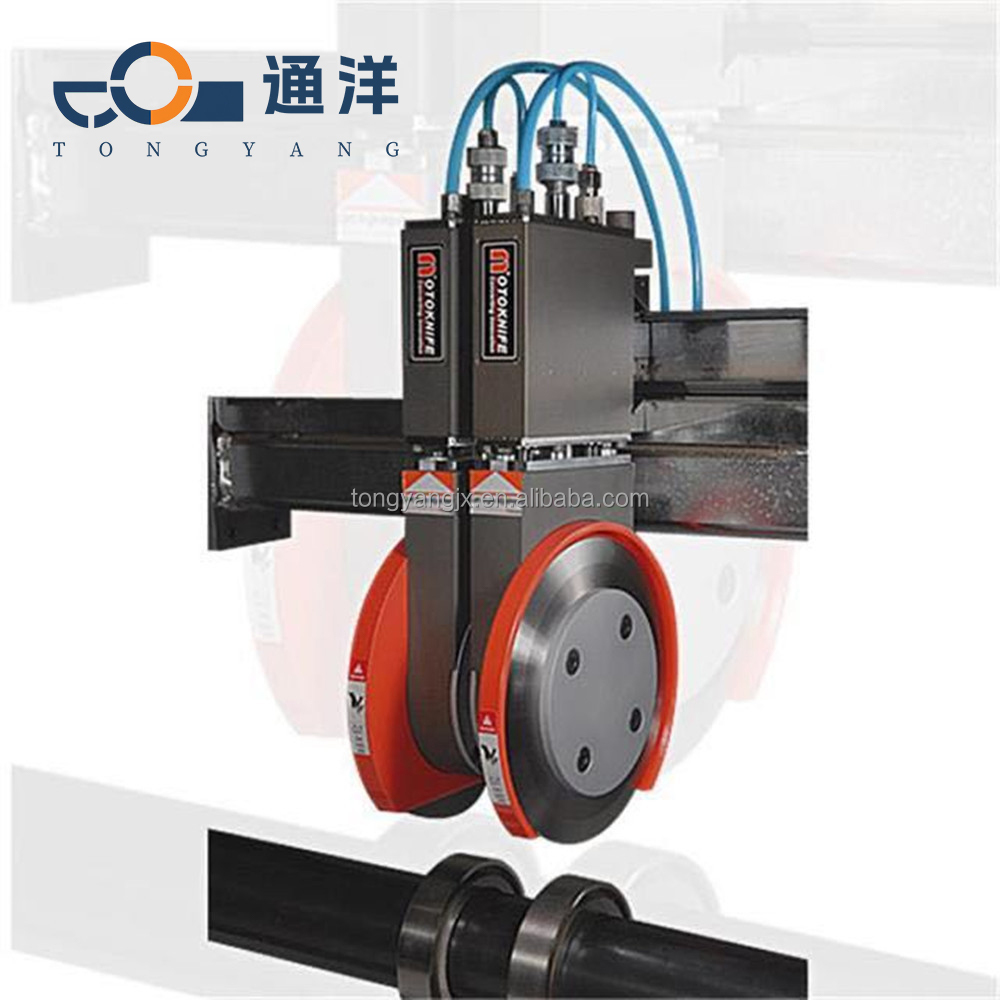
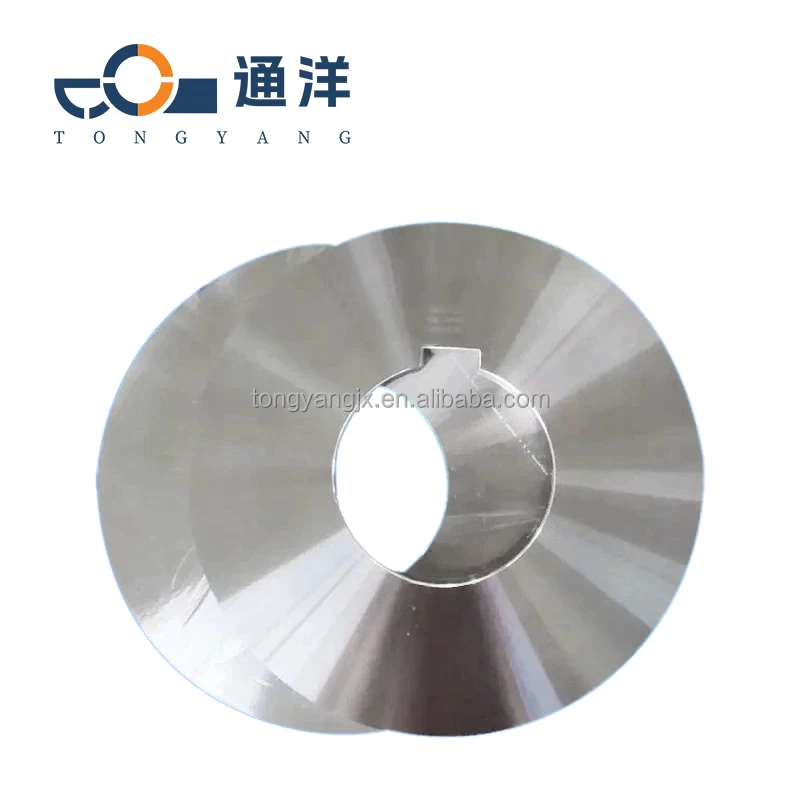
Körkéssel történő hosszvágás
A körkéssel történő hosszvágás felosztható érintőleges és nem érintőleges hosszvágásra.
Az érintőleges hosszvágásnál az anyagot a felső és alsó körkések érintőirányában vágják. Ez a módszer kényelmes pengetájolást tesz lehetővé, és a felső és alsó körkések pozíciója közvetlenül, egyszerűen állítható be a szükséges vágásszélességnek megfelelően. Hátránya, hogy az anyag hajlamos elmozdulni a vágási ponton, ami alacsony pontossághoz vezet, ezért ma már ritkán használják.
A nem érintőleges hosszvágásnál az anyag meghatározott kerületi szöget zár be az alsó körkéssel, és az alsó körkés behatolásakor történik a vágás. Ez a módszer megakadályozza az anyag elmozdulását, és magas vágási pontosságot biztosít. Azonban a pengék beállítása viszonylag kényelmetlen, mivel az alsó körkés felszerelésekor az egész tengelyt ki kell szerelni.
A körkéssel történő hosszirányú vágás alkalmas viszonylag vastag kompozit fóliák és papír vágására
termékek .
A körkéssel történő hosszirányú vágás előnyei: magas pontosság, nagy sebesség, tiszta vágott szélek, széles alkalmazhatóság. Hátrányai: magas berendezési költség, szigorú karbantartási és pengékkel szembeni követelmények, valamint a anyag könnyű elmozdulása.
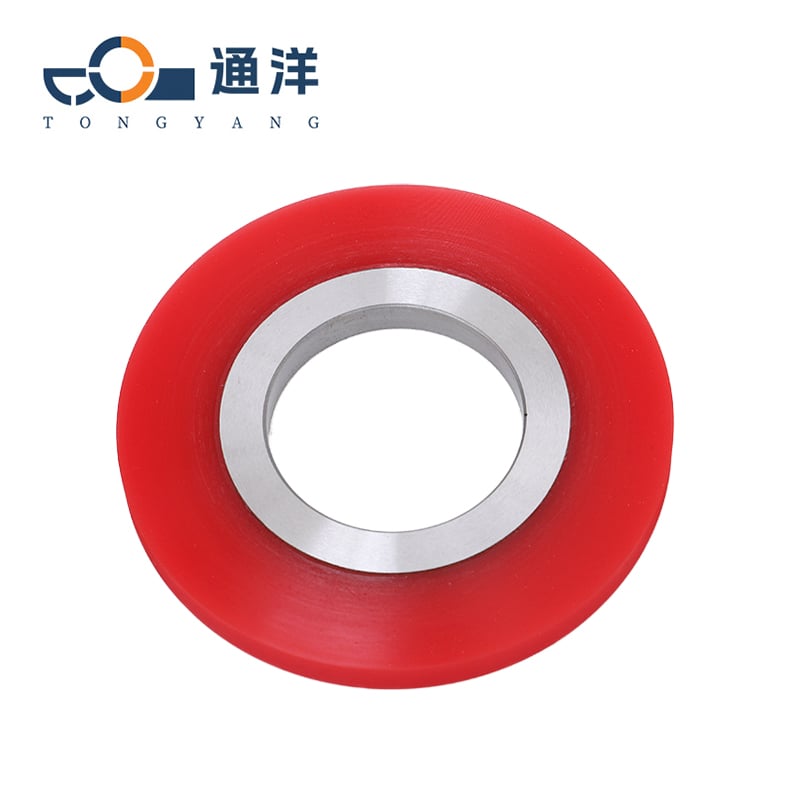
Összetördeléses hosszirányú vágás
Az összetördeléses vágás főként egyetlen körkéssel és egy kemény támasztóhengerrel működik: a képél a hengerre nehezedve összenyomja és összetördeli az anyagot, amely így erőhatásra eltörik, ezzel érve el a hosszirányú vágást.
Nem jár felső és alsó kés fogaskerék-szerű egymásba kapcsolódásával és nyíró hatásával; helyette az anyagot nyomás és gördülés útján „összetördelik és levágják”. Egyszerű szerkezete és alacsony költsége miatt viszonylag kényelmes hosszirányú vágási módszer.
Alkalmazható anyagok
Körkéssel történő hosszirányú vágás: papír, vastag kompozit fóliák, vékony fémfóliák
síkkéssel történő hosszirányú vágás: vékony fóliák, nem szőtt anyagok
összetördeléses hosszirányú vágás: nem szőtt anyagok, habanyagok, gumik, puha rostos anyagok

 Aktuális hírek
Aktuális hírek