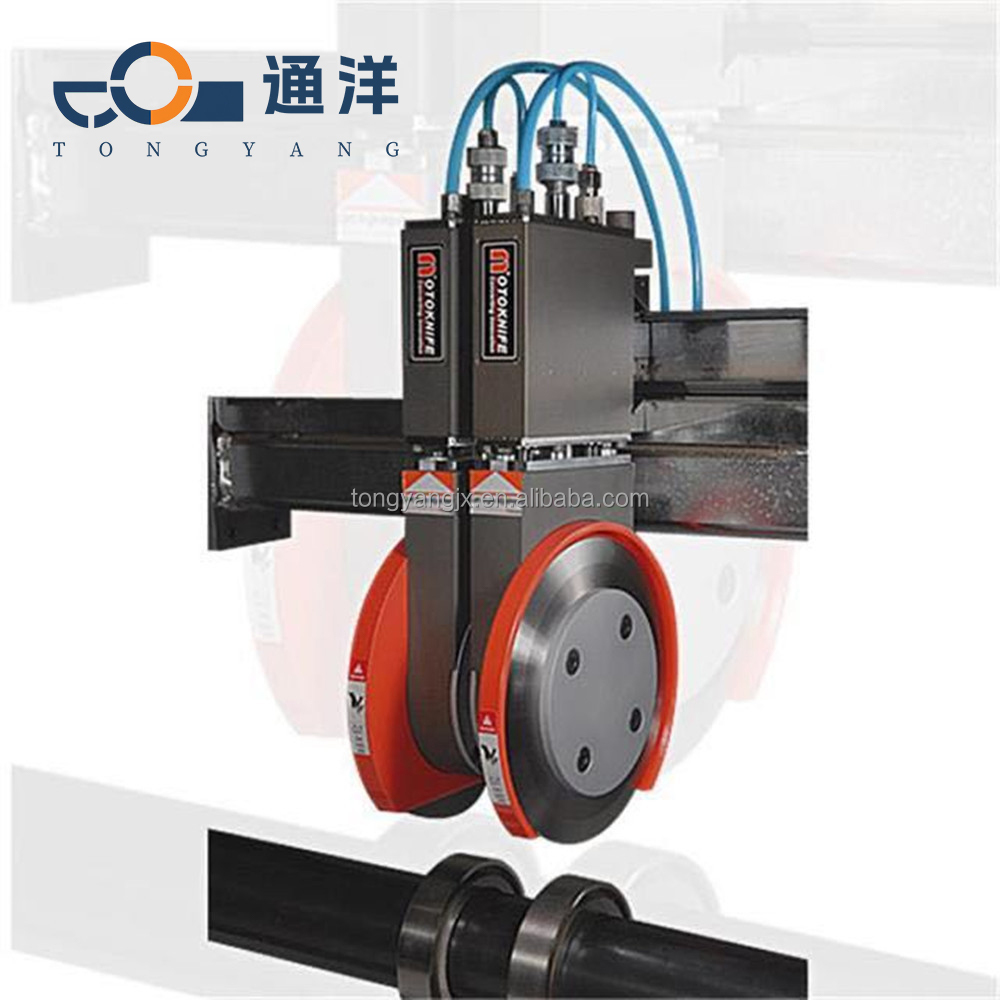
Jak zainstalować pneumatyczny uchwyt narzędzia i zapewnić jego dokładność działania
Przygotowanie przed instalacją
Starannie usunąć zaśniedzenie, plamy oleju oraz wióry metalowe z podstawy tokarki/powierzchni montażowej; przetrzeć alkoholem lub środkiem czyszczącym, aby zapewnić płaskość w granicach 0,02 mm.
Sprawdzić korpus uchwytu narzędziowego, tarczę frezarską, cylinder pneumatyczny, śruby blokujące oraz szpilki lokalizacyjne pod kątem wgnięć, odkształceń i korozji. Dobrać moment dokręcania zgodnie ze specyfikacją śrub.
Montaż korpusu (ustalenie i wyważenie)
Wypoziomowanie i pozycjonowanie: przykręcić podstawę uchwytu narzędziowego do powierzchni odniesienia maszyny i zlokalizować ją za pomocą szpilek pozycjonujących (aby zapobiec obrotowi). Za pomocą wskaźnika czujnikowego zmierzyć bieganie czołowe i równoległość podstawy, przy czym dopuszczalny błąd nie może przekraczać 0,01 mm.
Śruby blokujące (dokręcanie krzyżowe i stopniowe)
Dokręcać w kolejności przekątnej w trzech etapach.
Moment odniesienia: M8 ≈ 39 Nm, M10 ≈ 77 Nm, M12 ≈ 135 Nm
Nie dokręcaj tylko z jednej strony ani nie dokręcaj nadmiernie (może to spowodować odkształcenie i zaklinowanie).
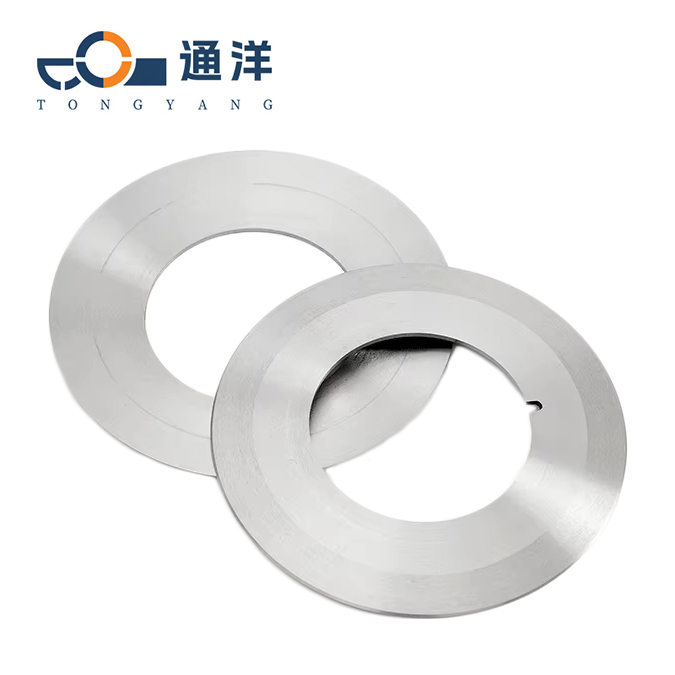
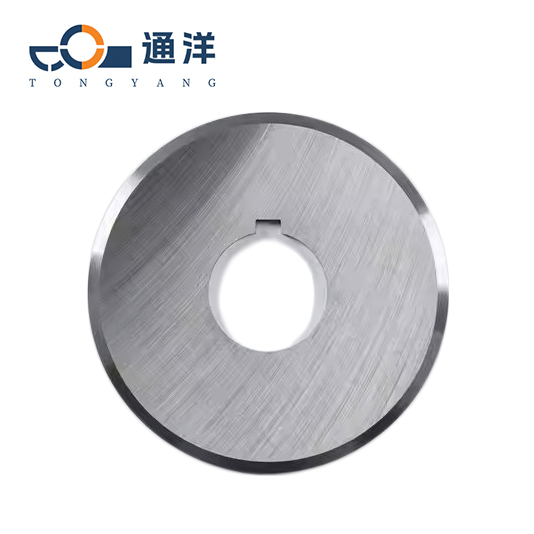
Montaż tarczy tnącej: Oczyść stożkową powierzchnię / powierzchnię czołową tarczy tnącej, aby upewnić się, że nie ma na niej oleju ani pyłu. Ponownie sprawdź bijs podczas obrotu po dokręceniu śrub tarczy tnącej
i zamontuj piny pozycjonujące.
Połączenia pneumatyczne i elektryczne

Przewód pneumatyczny należy ułożyć gładko, bez zagięć ani uciskania. Do zapewnienia szczelności należy użyć szybkich złączy lub złączy typu ferrule (sprawdzonych wodą mydlaną).
Podłącz zasilanie powietrzem do smarownicy mgłowej jako pierwsze (1–2 krople oleju na minutę), aby zapewnić ciągłe smarowanie cylindra pneumatycznego przez cały okres eksploatacji.
Warstwa ekranująca przewodów sterujących musi być prawidłowo uziemiona. Przewody zaworów elektromagnetycznych i czujników muszą być solidnie połączone i wyraźnie oznaczone.
Test: Włącz zasilanie elektryczne i pneumatyczne, aby sprawdzić, czy wysuw/zwijanie tłoczyska cylindra oraz indeksowanie głowicy tnącej przebiegają płynnie i bez zakleszczeń.
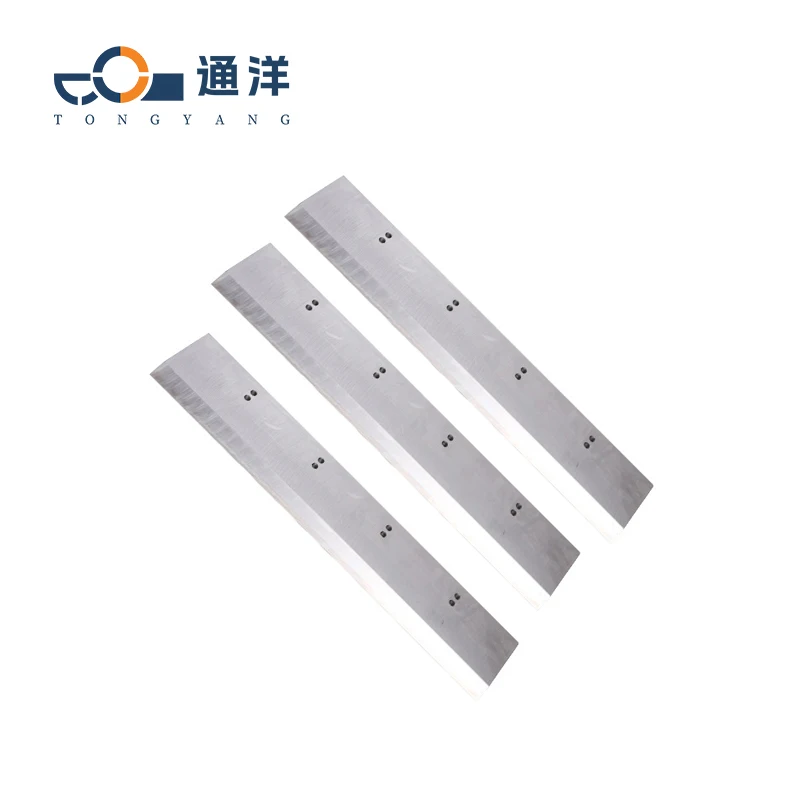
Montaż ostrza i głowicy tnącej
Odkręć śrubę dociskową → Włóż ostrze całkowicie do końca (około 13 mm) → Dokręć śrubę dociskową. Obróć wrzecionem ręcznie, aby upewnić się, że nie występuje zaklinowanie ani ekscentryczność.
Wyrównaj nit prowadzący z rowkiem i wcisnij go, aż usłyszysz **kliknięcie**, co potwierdza jego pełne osadzenie. Sprawdź, czy ruch w górę i w dół jest płynny i bez zaklinowania.
Przed montażem odłącz zasilanie pneumatyczne i elektryczne; krawędzie tnące powinny być skierowane na zewnątrz, a podczas pracy zakładaj rękawice. Demontaż cylindrów lub głowic tnących przez osoby niestosownie wykwalifikowane jest zabroniony.

 Gorące wiadomości
Gorące wiadomości