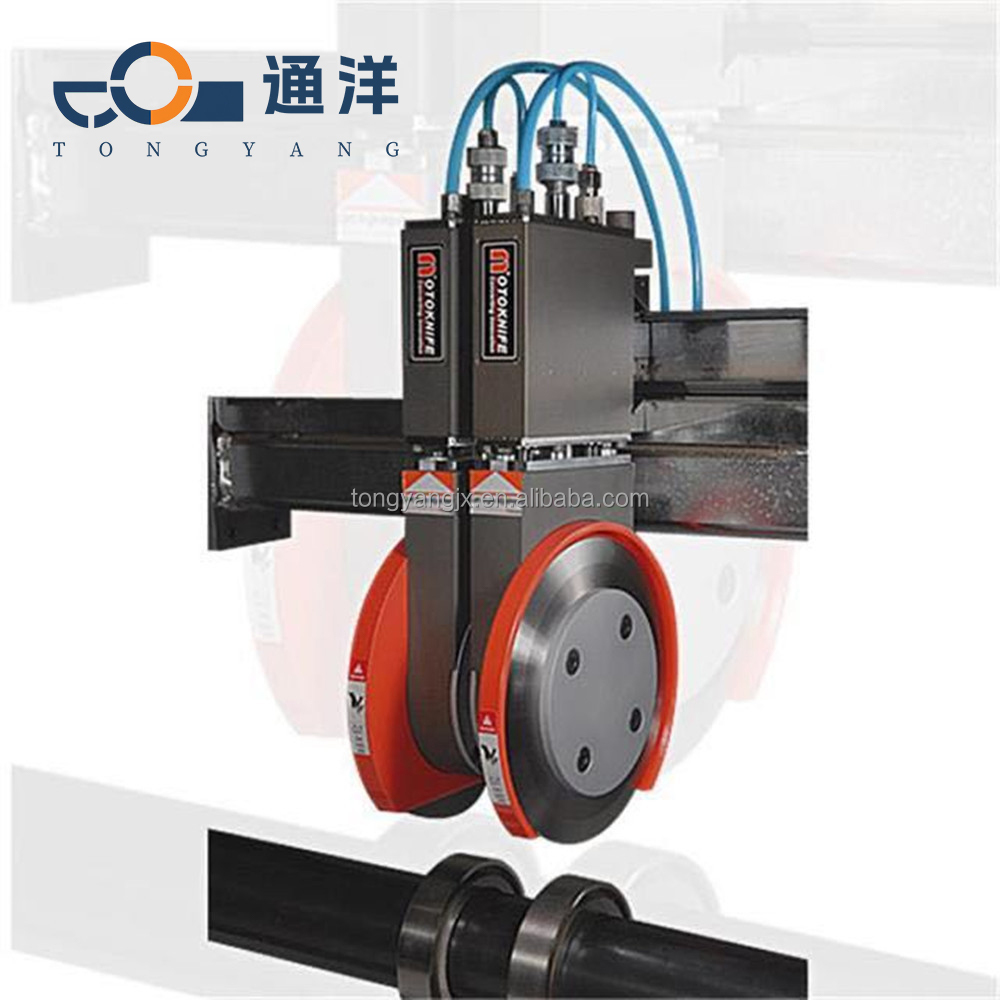
So installieren Sie einen pneumatischen Werkzeughalter und stellen dessen Arbeitsgenauigkeit sicher
Vorbereitung vor der Installation
Entfernen Sie gründlich alle Grate, Ölflecken und Metallspäne von der Maschinenbett- bzw. Montagefläche; wischen Sie mit Alkohol oder einem Reinigungsmittel ab, um eine Ebenheit innerhalb von 0,02 mm sicherzustellen.
Überprüfen Sie Gehäuse des Werkzeughalters, Schneidscheibe, Druckluftzylinder, Sicherungsschrauben und Positionierstifte auf Dellen, Verformungen und Korrosion. Stellen Sie das Anzugsmoment gemäß den Bolzenspezifikationen ein.
Gehäusemontage (Befestigung und Präzision)
Positionierung und Ausrichtung: Befestigen Sie die Werkzeughalterbasis fest an der Maschinen-Referenzfläche und positionieren Sie sie mit Positionierstiften (um eine Drehung zu verhindern). Messen Sie mit einem Tastkopf-Tiefenmesser den Stirnlauf- und Parallelitätsfehler der Basis; zulässiger Fehler ≤ 0,01 mm.
Sicherungsschrauben (kreuzweise und schrittweises Anziehen)
In diagonaler Reihenfolge in drei Schritten anziehen.
Referenzdrehmoment: M8 ≈ 39 Nm, M10 ≈ 77 Nm, M12 ≈ 135 Nm
Nicht einseitig oder übermäßig festziehen (kann zu Verformung und Festfressen führen).
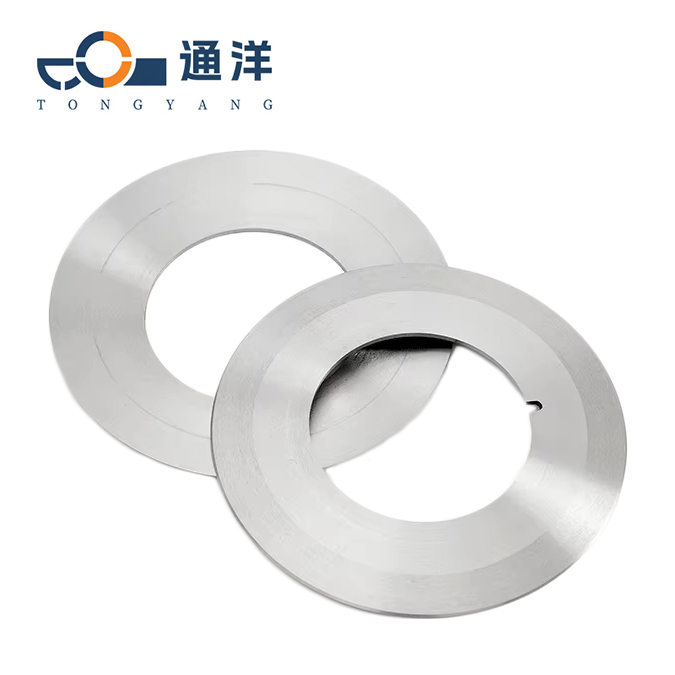
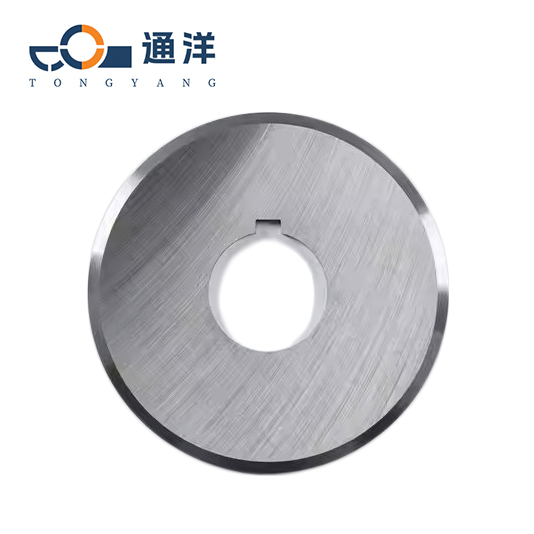
Montage der Schneidscheibe: Reinigen Sie die konische Fläche / Stirnfläche der Schneidscheibe, um sicherzustellen, dass keine Ölrückstände oder Staub vorhanden sind. Überprüfen Sie nach dem Anziehen der Schneidscheibenschrauben erneut die Stirnlaufgenauigkeit und montieren Sie die
positionierstifte. positionierstifte.
Pneumatische und elektrische Anschlüsse

Die Druckluftleitung ist glatt zu verlegen, ohne Knickungen oder Quetschungen. Schnellkupplungen oder Ferrul-Anschlüsse sind zu verwenden, um Leckagen zu vermeiden (Überprüfung mit Seifenwasser).
Schließen Sie die Druckluftversorgung zunächst an den Ölnebler an (1–2 Tropfen Öl pro Minute), um eine lebenslange Schmierung des Pneumatikzylinders sicherzustellen.
Die Abschirmung der Steuerkabel ist ordnungsgemäß zu erden. Die Verdrahtung von Magnetventilen und Sensoren muss fest angebracht und deutlich beschriftet sein.
Prüfung: Schalten Sie Strom- und Druckluftversorgung ein, um zu überprüfen, ob die Aus- und Einfahrt des Zylinders sowie die Indexierung des Schneidkopfs reibungslos und ohne Blockierungen erfolgen.
Montage von Messer und Schneidkopf
Die Sicherungsschraube lösen → Die Klinge vollständig bis zum Anschlag (ca. 13 mm) einführen → Die Sicherungsschraube anziehen. Die Spindel von Hand drehen, um zu prüfen, ob keine Blockierung und keine Exzentrizität vorliegt.
Den Führungsniet mit der Nut ausrichten und so weit eindrücken, bis ein **Klicken** zu hören ist, um sicherzustellen, dass er vollständig eingerastet ist. Prüfen, ob die Auf-und-ab-Bewegung reibungsfrei und ohne Blockierung erfolgt.
Vor der Montage die Druckluft- und Stromversorgung trennen; die Schneidkanten nach außen richten und Handschuhe tragen. Die Demontage von Zylindern oder Schneidköpfen durch Nicht-Fachpersonal ist untersagt.

 Aktuelle Nachrichten
Aktuelle Nachrichten