
Პნევმატიური ხელსაწყოს მასწავლებლის მექანიკის გაგება ხანჯირის დამრეგულირებლისთვის
Პნევმატიური ხანჯირის მასწავლებლის სისტემის ძირითადი კომპონენტები
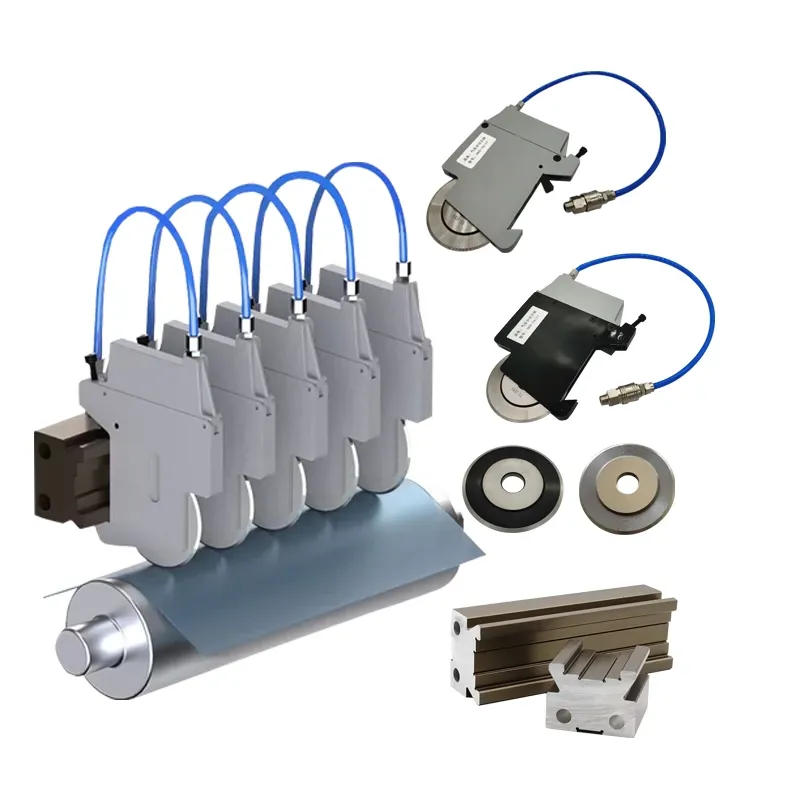
Პნევმატიური ხანჯირის მასწავლებლის სისტემა შედგება რამდენიმე აუცილებელი კომპონენტისგან, მათ შორის ხანჯირის ფარდული, პატრონი და გათავისუფლების მექანიზმი. თითოეული მათგანი ასრულებს მნიშვნელოვან როლს ზუსტი ხანჯირის დამრეგულირების უზრუნველსაყოფად. ხანჯირის ფარდული დახმარებით ხანჯირი მჭიდროდ იჭერს მუშაობის დროს, მისი გასრიალების შეჩერების მიზნით. პატრონი კოლეტი პასუხისმგებელია ხანჯირის ღეროს მჭიდრო დაჭერაზე, რაც უზრუნველყოფს მოწყობილობის სტაბილურობას მაღალი სიჩქარით მუშაობის პირობებშიც კი. გათავისუფლების მექანიზმი საშუალებას გაძლევთ სწრაფად შეცვალოთ ხანჯირი, რაც ამაღლებს მუშაობის საერთო ეფექტურობას.
Კომპონენტების ასაშენად გამოყენებული მასალები მნიშვნელოვნად განსაზღვრავს მათ დგებულებას და წარმოდგენას მაღალი წნევის ქვეშ. ხშირად გამოიყენება მაღალხარისხიანი შენადნობები მათი სიმტკიცით და გახანგრძლივებით გამოყენებით, რაც ხელს უწყობს ხელსაწყოს გახანგრძლივებას და უზრუნველყოფს უსაფრთხოებას ოპერაციების დროს. პნევმატიური ლანძღის საჭიდრებისთვის დამახასიათებელი სამუშაო წნევა მერყეობს 80-დან 120 psi-მდე, ხოლო მათი ტორქის სპეციფიკაციები ასევე მნიშვნელოვანია, რადგან უზრუნველყოფს ლანძღის სტაბილურობას მაღალი ინტენსიურობის გამოყენების დროს. ეს ინჟინრული განხილვები მნიშვნელოვანია პნევმატიური ლანძღის საჭიდრების მთლიანობისა და წარმოდგენის შენარჩუნებისთვის, რაც ადგენს მათ მნიშვნელობას ზუსტ და უსაფრთხო მაშინა დამუშავების პროცესებში.
Ჰაერის წნევის როლი ხელსაწყოს სტაბილურობაში
Ჰაერის წნევა ასრულებს მნიშვნელოვან როლს პნევმატიკურ ხელსაწყოს ბრუნვის სტაბილურობაში, რაც არსებითად უწყობს ხელს ზუსტი დაჭრის განხორციელებას რხევების შემცირებით. კვლევები აჩვენებს, რომ ჰაერის წნევის ოპტიმალური დონის შენარჩუნება არა მარტო ამცირებს რხევებს, არამედ აუმჯობესებს ხელსაწყოს ჭრის სიზუსტეს. საპირისპიროდ, არასწორი ჰაერის წნევა შეიძლება გამოწვიოს ბრუნვის გადახრა და გახანგრძლივდეს მისი ცვეთა, რაც შეიძლება შეამციროს წარმადობა და შექმნას უსაფრთხოების რისკი. წნევის არასწორი პარამეტრები შეიძლება გამოწვიოს მუშაობის არაეფექტურობა და პოტენციურად გამოწვიოს ბრუნვის ან მანქანის დაზიანება.
Ჰაერის წნევის სწორად გასაზომად და დასარეგულირებლად რეკომენდებულია იატაკის საზომი ხელსაწყოების, როგორიცაა მანომეტრები ან წნევის დასაზომი მოწყობილობების გამოყენება. ეს ხელსაწყოები უზრუნველყოფს წნევის შენარჩუნებას მითითებულ დიაპაზონში საუკეთესო მუშაობისა და უსაფრთხოების უზრუნველსაყოფად. ამ საზომი ხელსაწყოების განმავლობით წნევის გადამოწმება და კალიბრაცია ხელს უწყობს წნევის არასწორი მართვით გამოწვეული პრობლემების თავიდან ასაცილებლად და საბოლოოდ უფრო ეფექტური და უსაფრთხო მექანიკური დამუშავების ოპერაციების განხორციელებას. პნევმატიკური სისტემების მუშაობის სტაბილურობისა და ეფექტურობის შესანარჩუნებლად საჭიროა ჰაერის წნევა რეკომენდებულ ზღვრებში შეინარჩუნოთ.
Წინასწარი დარეგულირების მომზადება და უსაფრთხოების ზომები
Იატაკის პინის დამაგრება გასწორებამდე
Კვეთის დროს უსაფრთხოებისა და ზუსტი მუშაობის უზრუნველსაყოფად საჭიროა ხელსაწყოს პირის მაგრად დაკეტვა. თავიდან უნდა შეამოწმოთ ყველა გადასვლა და დარწმუნდეთ, რომ ყველაფერი მთლიანია და სწორად არის მიმაგრებული. მნიშვნელოვანია, რომ კვეთამდე გამორთოთ ჰაერის მიცემა, რათა თავიდან ავიცილოთ შემთხვევითი ჩართვა, რამაც შეიძლება მძიმე დაზიანება გამოიწვიოს. პირადი დამცავი აღჭურვილობა (PPE), როგორიცაა ხელთათმანები, დამცავი სათვალები და ყურის დამცავი ასევე აუცილებელია საფრთხეების შესახებ, როგორიცაა ამპარო ნატეხები ან შემთხვევითი გასრიალება. ამ ზომების გატარებით არა მარტო თავის დაცვას უზრუნველყოფთ, არამედ ხელსაწყოს პირის უმჯობესი მუშაობის მდგომარეობასაც შეინარჩუნებთ.
Კვეთის პირის შემოწმება ცვეთის ან დაზიანების შესახებ
Კვეთის პირის პერიოდული შემოწმება ცვეთის ან დაზიანების დანის დამჭერი მნიშვნელოვანია მისი ეფექტურობისა და სიცოცხლის ხანგრძლივობის შენარჩუნება. იწყეთ სრული ვიზუალური გამოკვლევით, გამოავლინეთ ხველის ნიშნები, როგორიცაა ხაზები, ჟანგი ან დეფორმაციები, რაც შეიძლება დააზიანოს საჭირის მუშაობა. მარტივი საშუალება შეიძლება დაგეხმაროთ ამ პროცესში, რათა არაფერი გაგეშლებინათ. მოწყობილობის გამოყენების საფუძველზე დამაგრებული შენარჩუნების წესების დამყარება მნიშვნელოვნად ამაღლებს ზუზვის სიზუსტეს და ხანგრძლივობას. დროულად მოხველის აღმოფხვრით თავიდან შეიძლება თავიდან ავარიების თავიდან აცილება ოპერაციების დროს, საბოლოოდ შენარჩუნდეს ხელსაწყოს ხარისხი და უზრუნველყოს მუდმივი შედეგები. რეგულარული შენარჩუნება არ იცავს ხელსაწყოებზე გაწეულ ინვესტიციებს, არამედ უზრუნველყოფს უფრო უსაფრთხო სამუშაო გარემოს.
Ნაბიჯ-ნაბიჯ მართვის ტექნიკა
Მართვის წვეროს მდებარეობა ზუზვის ხაზის სიზუსტით
Ზუსტი ჭრის გასწორება მნიშვნელოვანია ჭრის ოპტიმალური შესრულებისთვის. დაწყებისთვის მნიშვნელოვანია ჭრის ბოლოს პოზიციის ზუსტად გაზომვა ჭრის ხაზთან მიმართებაში. ამისთვის საჭიროა სპეციალური ხელსაწყოების გამოყენება, როგორიცაა შუბლის მარკერი ან ლაზერული მარშრუტები, რომლებიც ზუსტობას უზრუნველყოფენ. ჭრის ბოლოს ზუსტი გასწორებით ჭრის ხაზთან ერთად, შესაძლებელია გადახრების თავიდან აცილება, რამაც შესაძლოა მასალის დანახარჯი ან დაბალხარისხიანი ჭრის შედეგად მოგვცეს.
Ოპერატორები ასევე შეიძლება დაეყრდნონ სამუშაო ნაწილზე არსებულ საყრდენ წერტილებს, როგორიცაა გვერდები ან წინასწარ დახაზული მარშრუტები, რომლებიც ზუსტი პოზიციონირების დასახმარებლად გამოიყენება. ეს საყრდენი წერტილები ამარტივებს გასწორების პროცესს, შეცდომის ალბათობის შემცირებას უზრუნველყოფს. ამ ეტაპზე ზუსტობაზე აქცენტის დამაგრება არა მარტო ჭრის სიზუსტეს აუმჯობესებს, არამედ მატებს ეფექტურობას და ამცირებს ჭრის ცვეთას გასწორების დამატებით დატვირთვის გამო.

Ჭრის პირის გასწორების ინდიკატორების გამოყენება
Ინტეგრირებული ჰორიზონტალური მაჩვენებლები საშუალებას გვაძლევს სწრაფად და ზუსტად დავარეგულიროთ საჭრელი. ხშირად ეს მაჩვენებლები უკვე ჩაშენებულია საჭრელის საჭიდში, რაც საშუალებას გვაძლევს რეალურ დროში შევასწოროთ მისი მდებარეობა. ოპერატორებმა უნდა იცოდნენ ამ ფუნქციების გამოყენების საუკეთესო პრაქტიკა, მაგალითად, შესაბამისი მწარმოებლის რეკომენდაციების მიხედვით მოქმედება და რეგულარულად შეამოწმონ მათი მუშაობის სტანდარტული პირობები.
Ჰორიზონტალური მაჩვენებლების კალიბრაცია აუცილებელია სიზუსტის შესანარჩუნებლად დროის განმავლობაში. პერიოდულად აღდგენით ამ მოწყობილობების კალიბრაცია უზრუნველყოფს მათ გაუმჯობესებულ საჭრელ შედეგებში წვლილის შესაძლებლობას. კალიბრაციის პროცესი ხშირად შეიძლება დაკავშირებული იყოს სტანდარტული შემოწმების გრაფიკთან, რათა საჭიდის მაღალ მუშაობის დონის შენარჩუნება ხორციელდეს და საჭრელის ზუსტი მუშაობა უზრუნველყოფილ იქნას.
Კვეთის სიღრმისა და წნევის პარამეტრების ზუსტი დარეგულირება
Წნევის თანაბარი განაწილებისთვის ზუსტი რეგულირების საშუალების გამოყენება
Მცირე რეგულირების საშუალებით კვეთის მუშაობის გასაუმჯობესებლად არის არსებითი როლი თავს იჩენს, რადგან ისინი საშუალებას გვაძლევს ზუსტად დავარეგულიროთ წნევის განაწილება ხანძის საჭიდარში. ეს საშუალებით უზრუნველყოფს წნევის თანაბარ განაწილებას, რაც ამცირებს ხანძის გადახრას და აუმჯობესებს კვეთის ხარისხს. წნევის ერთგვაროვანი განაწილების მისაღებად, შეასრულეთ შემდეგი ნაბიჯები:
1. წნევის წერტილების განსაზღვრა : განსაზღვრეთ სად არის განთავსებული წნევა ხანძის საჭიდარზე და შეასწორეთ საშუალებით მისი თანაბარი განაწილება.
2. წნევის გასწორება : დაიწყეთ პატარა კორექტირებით, შემცირებით თითოეული საშუალებით მცირე ნაბიჯებში და შეამოწმეთ წნევის განაწილება თითოეული კორექტირების შემდეგ.
3. გამოცდა და ხელახლა გამოცდა : ჩაატარეთ საცდელი კვეთა ხანძის მუშაობის შეფასებისთვის და შეასწორეთ საჭიროების შემთხვევაში.
Ზუსტი კორექტირება ხანძის სტაბილურობისა და ეფექტურობის შენარჩუნებაში გვეხმარება, ამასთან ამცირებს არათანაბარი კვეთის და მასალის დანახარჯის რისკს.
Ხანძის სიღრმის კალიბრაცია მასალის სისქისთვის
Მასალის სხვადასხვა სისქის გასაჭრელად ხარისხის შენარჩუნებით აუცილებელია ჭრის სიღრმის სწორი კალიბრაცია. აქ მოცემულია ჭრის სიღრმის ეფექტურად დასარეგულირებელი მითითებები:
Შეაფასეთ მასალის სისქე დაიწყეთ მასალის სისქის გაზომვით, რათა განსაზღვროთ სიღრმის ოპტიმალური პარამეტრი.
Ისარგებლეთ სიღრმის გაზომვის ხელსაწყოთი გამოიყენეთ სიღრმის გაზომვის ხელსაწყო ან მსგავსი ინსტრუმენტი ზუსტი გაზომვისთვის, დარწმუნდით, რომ ჭანჭქა საკმარისად გაიჭრება ჭრით გადაჭარბებული ძალის გარეშე.
Საინდუსტრიო კონკრეტული მაგალითები შემკვრელი ინდუსტრიის შემთხვევაში, თხელი მასალების გასაჭრელად, როგორიცაა პლენკა, საჭიროა ჭრის მოკლე სიღრმე, ხოლო სქელი კარტონის შემთხვევაში სჭირდება უფრო ღრმა ჭრა.
Ამ ზომების მიღება უზრუნველყოფს მასალების გლუვ და ზუსტ დაჭრას, რაც ამაღლებს პროდუქტიულობას და ამცირებს შეცდომებს. სიღრმის გაზომვის ხელსაწყოები საშუალებას გვაძლევს დავადგინოთ და შევინარჩუნოთ ჭრის სწორი სიღრმე სხვადასხვა გამოყენების შემთხვევაში.
Ჭრის ბრუნვისა და სტაბილურობის შემოწმება
Ბრუნვის უმართობის შემოწმება
Ბრტყელის ბრუნვის უმართობის უზრუნველყოფა აუცილებელია საუკეთესო ჭრის შესრულებისა და ხელსაწყოს სიცოცხლის გასაგრძელებლად. ბრტყელის ბრუნვის შესამოწმებლად გამოიყენება ვიზუალური შემოწმების მეთოდი, რომლის დროსაც ბრტყელს უყურადღებდებით მუშაობის პროცესში ნებისმიერი ვიბრაციის აღმოჩენის მიზნით. გარდა ამისა, ზუსტი საზომი ხელსაწყოების, როგორიცაა დიალური ინდიკატორების გამოყენებით შესაძლებელია ბრუნვაში მცირე გადახრების აღმოჩენა. ეს მეთოდები მნიშვნელოვანია, რადგან უმნიშვნელო ვიბრაციაც კი უტანს არათანაბარ ჭრას და ბრტყელის დახმარებას.
Ვიბრაციის პრობლემების გასავლის მიზნით გირჩევთ შეამოწმოთ ბრტყელის დამჭავრი დაზიანების ან გადახრის ნიშნების არსებობის შესახებ, რაც ხშირად იწვევს არასტაბილურობას. გახვიეთ ნებისმიერი შემოუჭრის და დარწმუნდით, რომ ბრტყელი სწორად არის დამაგრებული. თუ ვიბრაცია განახლდა, შესაძლოა დამაგრებული კომპონენტების შეცვლა მოგვიანებით სტაბილური, ვიბრაციისგან თავისუფალი ექსპლუატაციის შესანარჩუნებლად.
Ჰაერის ნაკადთან დაკავშირებული წინაღობის პრობლემების განსაზღვრა
Კიდევ ერთი ფაქტორი, რომელიც შეიძლება გავლენა მოახდინოს ხარის სტაბილურობაზე მისი ექსპლუატაციის დროს, არის ჰაერის ნაკადთან დაკავშირებული წინაღობა. ასეთი პრობლემების ნიშნები მოიცავს ხარის მიმართ მიწოდებული ძალის არათანაბარ განაწილებას ან ჰაერის წნევის რხევას, რაც შეიძლება გამოიწვიოს არათანმიმდევრული მოჭრის და მექანიკური დატვირთვის გაზრდა. ამ სიმპტომების დაკვირვება მნიშვნელოვანია წინაღობის პრობლემების დიაგნოსტიკისთვის.
Ჰაერის ნაკადთან დაკავშირებული პრობლემების შესამსუბუქებლად, ვთავაზობთ რეგულარულად მოხდეს შემოწმება და მოვახდინოთ ჰაერის გზების გაწმენდა უშლის გასაუქმებლად. ჰაერის წნევისა და ელექტრომომარაგების მუდმივი მონიტორინგი შეიძლება შეაჩეროს წინაღობა ხარის სტაბილურობის დარღვევაში. ეს მომსახურების რჩევები მნიშვნელოვნად შეამცირებს პრობლემებს, რაც უფრო გლუვ და ეფექტურ მოჭრის ოპერაციებს უზრუნველყოფს.
Ტესტირება და კალიბრაცია საცდელ მასალებზე
Გადამოწმების მოჭრის ჩატარება სიზუსტის დასადასტურებლად
Საჭიროა სასარგულო კვეთის ჩატარება ფრთების სიზუსტის დასადასტურებლად, რათა უზრუნველყოთ საუკეთესო შედეგები და ზუსტი პარამეტრები. დაწყებისთვის აირჩიეთ შესაბამისი საცდელი მასალები, რომლებიც იმიტირებენ ნამდვილი მასალების თვისებებს, რომლებიც საჭიროა დაჭრისთვის. ეს უზრუნველყოფს გამოცდის პირობების მსგავსობას რეალურ ვითარებებთან. დაადგინეთ წარმატების კრიტერიუმები, როგორიცაა კვეთის სიღრმის, სიგანის და ერთგვაროვნების გაზომვა, შესრულებული მუშაობის სიზუსტის შესაფასებლად. გამოიყენეთ საზომი ხელსაწყოები, როგორიცაა შპილტი და საკუთხე ზომები, ზუსტი გაზომვების მისაღებად და დარწმუნდით, რომ თქვენი მოწყობილობა მუშაობს საუკეთესო კუთხეებში.
Შეიტანეთ მონაცემთა შეგროვების მეთოდები გასწორების შემდეგ სიზუსტისა და კვეთის სიზუსტის შეფასებისთვის. ჩაწერეთ თითოეული კვეთის შედეგები, აღნიშნავდა გადახრებს მოსალოდნელი შედეგებიდან. გამოიყენეთ ეს მონაცემები ფირფიტის გასწორების ზუსტად დასარეგულირებლად, იმდენად პატარა გადაყენებების შესრულებით, როგორც ეს საჭიროა. მუდმივი დოკუმენტაცია უზრუნველყოფს უფასო უკუგვერდს, რაც მომავალში გასწორებების შესახებ გადაწყვეტილებების მიღებას უზრუნველყოფს და უზრუნველყოფს თქვენი კვეთის პროცესების ეფექტურობასა და სიზუსტეს. ტესტირების ამ სისტემატული მიდგომა არ ახდენს მხოლოდ გასწორების სიზუსტის გაუმჯობესებას, არამედ აგრძელებს თქვენი კვეტი მოწყობილობების სიცოცხლის ხანგრძლივობას.
Გასწორების შემდგომი გავრცელებული პრობლემების გადაჭრივა
Თუ კიდევ ისეთი დახვეწებით მოხდეს რეგულირება, ხშირად იჩენს ხარვეზებს, როგორიცაა ხაფანგის ხმაური ან არასრული დაჭრის შედეგად. ხაფანგის ხმაური, რომელიც ხშირად გამოწვეულია გადახრით ან დახვეწის არასაკმარისი დაჭიმულობით, შესაძლოა გამოსწორდეს ხაფანგის საჭირის ხელახლა კალიბრაციით და დაჭიმულობის თანაბარი განაწილებით ხაფანგზე. არასრული დაჭრის მიზეზი შეიძლება იყოს ხაფანგის მკვრივობა ან არასწორი ხაფანგის სიმაღლე; ამ პრობლემების გადასაჭრელად საჭიროა ხაფანგების მკვრივობის აღდგენა ან შეცვლა და მათი პოზიციის დარეგულირება უხეშობის მოსაცილებლად.
Პრობლემების სისტემატური გამოვლენა და მოგვარება საშუალებას გაძლევთ სისტემატურად შეისწავლოთ და ამოწმოთ კვეთის პრობლემები. დაიწყეთ პრობლემების სიმპტომების განსაზღვრით, როგორიცაა არაჩვეულებრივი ხმაური ან არათანაბარი კვეთა. გამოიყენეთ სისტემატური პროცესი ძირეული მიზეზის დასადგენად, გამორიცხვის მეთოდებით შესაძლო ცვლადების გამოსარიცხად. მაგალითად, თუ კვეთა არ არის სრული, ჯერ შეამოწმეთ ჭანჭიკის მკვეთრობა, შემდეგ დაადგინეთ მისი მართობი, და ბოლოს შეაფასეთ მასალის შეთავსება. პრობლემების მეთოდურად მოსვლით, შესაძლებელია სწრაფად აღადგინოთ კვეთის სიზუსტე და შეამციროთ დრო, როდესაც მანქანა არ მუშაობს. ეს უზრუნველყოფს მაღალ სტანდარტებს თქვენი საწარმოს სიმეტოქმეში და ეფექტურობაში.
Ხელიკრული
Რა არის პნევმატიკური ჭანჭიკის დამჭერი?
Პნევმატიკური ჭანჭიკის დამჭერი არის ხელსაწყო, რომელიც გამოიყენება მანქანებში და კვეთის პროცესებში, რომელიც ჰაერის წნევის გამოყენებით უზრუნველყოფს ჭანჭიკების მაგრულ და მდგრადობას. ის საშუალებას გაძლევთ ჭანჭიკის სიზუსტით და ეფექტურად დაარეგულიროთ, რათა გაუმჯობესდეს კვეთის სიზუსტე.
Როლი თამაშობს ჰაერის წნევა პნევმატიკურ ჭანჭიკის დამჭერში?
Ჰაერის წნევა ასადგომი ინსტრუმენტის მაუში ლამაზე სტაბილურობის უზრუნველსაყოფად არის აუცილებელი. სწორი ჰაერის წნევა აკლებს ხახუნს, აუმჯობესებს ჭრის სიზუსტეს და ახელს უშლის ლამის გადახრას, რითაც შენარჩუნდება მუშაობის ეფექტურობა და უსაფრთხოება.
Როგორ შემიძლია ლამის პირის უსაფრთხოების დაცვა მიმართულების დროს?
Მიმართულების დროს უსაფრთხოების დასაცავად დარწმუნდით, რომ ყველა მიმაგრება მთლიანია და მიმაგრებულია მიმაგრებული. გამორთეთ ჰაერის მიწოდება, გამოიყენეთ პირადი დამცავი აღჭურვილობა და რეგულარულად შეამოწმეთ ლამის პირი ცვლილებების ან დაზიანების ნიშნებისთვის.
Რა არის ლამის პირებზე გასწორების ინდიკატორები?
Გასწორების ინდიკატორები არის ლამის პირებში ჩაშენებული თვისებები, რომლებიც ამარაგებენ რეალურ დროში უკუგვერდს ლამის ზუსტი მიმართულების მარტივად მოსაწყობად. ისინი აუცილებელია ჭრის სიზუსტის შესანარჩუნებლად და შეცდომების მინიმუმამდე შესამცირებლად.
Შინაარსის ცხრილი
- Პნევმატიური ხელსაწყოს მასწავლებლის მექანიკის გაგება ხანჯირის დამრეგულირებლისთვის
- Წინასწარი დარეგულირების მომზადება და უსაფრთხოების ზომები
- Ნაბიჯ-ნაბიჯ მართვის ტექნიკა
- Კვეთის სიღრმისა და წნევის პარამეტრების ზუსტი დარეგულირება
- Ჭრის ბრუნვისა და სტაბილურობის შემოწმება
- Ტესტირება და კალიბრაცია საცდელ მასალებზე
- Ხელიკრული