
عملیات برش صنعتی نیازمند دقت و قابلیت اطمینان هستند، بهویژه هنگام کار با موادی که برشهای تمیز و یکنواخت را میطلبد. چاقوی برش گرد یکی از چندین ابزار انعطافپذیر در محیطهای تولیدی است که عملکرد برجستهای در کاربردهای متنوعی ارائه میدهد. این ابزارهای تخصصی برش در عملیاتی که تیغههای مستقیم سنتی در آنها ناتوان هستند، برتری دارند و کنترل و کارایی بالاتری فراهم میکنند. درک تکنیکهای مناسب و بهترین روشهای استفاده از چاقوی برش گرد میتواند تأثیر قابلتوجهی بر کیفیت تولید و هزینههای عملیاتی شما داشته باشد. اپراتورهای حرفهای که این ابزارها را بهخوبی مسلط شدهاند، اغلب کاهش ضایعات مواد و افزایش سرعت برش را تجربه میکنند.
پروتکلهای اساسی ایمنی برای عملیات برش گرد
نیازمندیهای تجهیزات حفاظت فردی
ایمنی باید همواره در اولویت قرار گیرد، زمانی که هرگونه تجهیزات برشی مورد استفاده قرار میگیرند، و چاقوی برش دایرهای نیازمند اقدامات حفاظتی خاصی است. کارگران باید دستکشهای مقاوم در برابر برش با رتبهبندی مناسب برای سطح حفاظت مورد نیاز به تن کنند تا دستها در هنگام کار با لبه تیز و تنظیم مواد، بهطور ایمن باقی بمانند. محافظت از چشمها در هنگام کار با موادی که ممکن است در فرآیند برش ذرات یا آشغال تولید کنند، امری حیاتی است. کفشهایی با نوک فولادی حفاظت لازم را در برابر افتادن مواد یا تجهیزات فراهم میکنند، در حالی که پوششهای تنگتنگ از گیر افتادن در قطعات متحرک جلوگیری میکنند.
سیستمهای تهویه مناسب باید هنگام برش موادی که گرد و غبار یا بخارات تولید میکنند، در محل نصب شده باشند. چاقوی برش دایرهای اغلب ذرات ریزی تولید میکند که میتوانند به صورت معلق در هوا قرار گیرند؛ بنابراین لازم است سیستمهای مناسب گردش هوا یا جذب هوا فراهم شوند. آموزشهای ایمنی دورهای اطمینان حاصل میکند که تمام اپراتورها خطرات خاص ناشی از حرکات برش دایرهای و قرار گرفتن در معرض لبه تیز چاقو را درک کردهاند. رویههای اضطراری باید بهوضوح تدوین و تمرین شوند، از جمله پروتکلهای پاسخ فوری در صورت وقوع حادثه یا خرابی تجهیزات.
سازماندهی فضای کار و مدیریت خطرات
سازماندهی مناسب فضای کار، خطر وقوع حادثه را هنگام استفاده از چاقوی برش دایرهای در کاربردهای صنعتی بهطور قابلتوجهی کاهش میدهد. سطوح کار پاک و بدون مانع از جابجایی مواد در حین عملیات برش جلوگیری میکند، در حالی که روشنایی کافی امکان حفظ دید دقیق اپراتورها را فراهم میسازد. تماس با مسیر تیغه. مناطق نگهداری ابزار باید تیغهها را بهصورت امن و در دسترس آسان نگه دارند تا از آسیبدیدن آنها در اثر استفاده یا شرایط نگهداری نامناسب جلوگیری شود. تمیزکاری منظم، آلودگیها و ذرات انباشتهشده را از بین میبرد که ممکن است بر عملیات برش تأثیر بگذارد یا خطر لیز خوردن ایجاد کند.
تعیین مناطق اختصاصی برش، به حفظ استانداردهای ایمنی کمک میکند؛ زیرا دسترسی به این مناطق را کنترل کرده و قرارگیری صحیح تجهیزات را تضمین مینماید. تابلوهای هشدار و موانع، سایر کارگران را از انجام فعالیتهای برشِ در حال اجرا مطلع میسازند و از وقوع اختلالات غیرمنتظرهای که ممکن است منجر به حادثه شوند، جلوگیری میکنند. چاقوی گرد برش، نیازمند فضاهای خالی مشخصی است تا تمام محدوده حرکات برش را در بر گیرد و اطمینان حاصل شود که اپراتور فضای کافی برای حرکت ایمن دارد.
استراتژیهای بهینه انتخاب و نگهداری تیغه
ویژگیهای تیغههای وابسته به نوع مواد
مواد مختلف نیازمند ویژگیهای خاصی در تیغهها هستند تا عملکرد برش بهینه با استفاده از چاقوی برش دایرهای حاصل شود. ترکیبات لاستیکی به تیغههایی با زوایای لبه و سطوح سختی مشخصی نیاز دارند تا از پارگی یا برشهای نامنظم جلوگیری شود. کاربردهای برش فلز نیازمند مواد سختتر برای تیغه و هندسه دقیق لبه هستند تا تیزی تیغه در شرایط پرفشار حفظ شود. مواد مرکب اغلب نیازمند پوششها یا درمانهای تخصصی هستند تا از سایش تیغه جلوگیری شود و کیفیت برش ثابتی تضمین گردد.
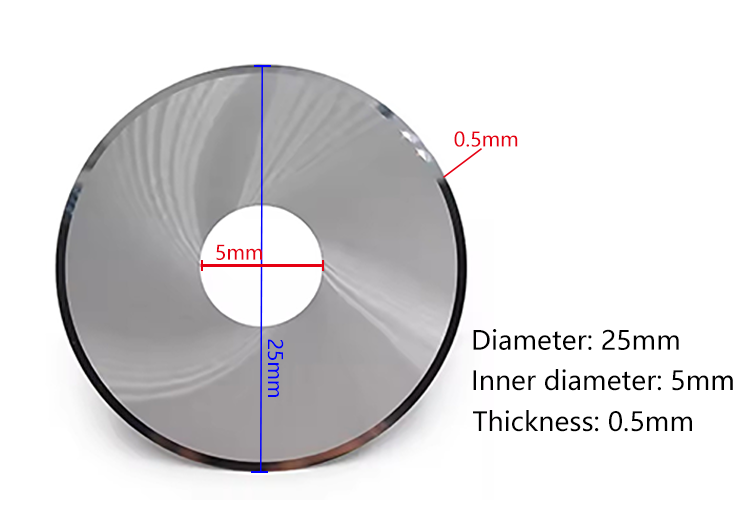
انتخاب قطر تیغه بر ظرفیت برش و سطح دقت قابل دستیابی در کاربردهای مختلف تأثیر میگذارد. تیغههای با قطر بزرگتر عمق برش بیشتری فراهم میکنند، اما ممکن است در کاربردهایی با شعاع کوچک، دقت را کاهش دهند. چاقوی برش گرد ضخامت تیغه باید با چگالی ماده و نیازهای سرعت برش متناسب باشد تا از انحراف یا ارتعاش جلوگیری شود. درک این روابط به اپراتورها کمک میکند تا مناسبترین پیکربندی تیغه را برای کاربردهای خاص انتخاب کنند.
برنامههای نگهداری پیشگیرانه
نگهداری دورهای، عمر تیغه را افزایش داده و عملکرد برش یکنواخت را در طول چرخههای تولید تضمین میکند. بازرسیهای روزانه باید شامل بررسی آسیبهای لبه، الگوهای سایش و نصب صحیح تیغه باشد تا از خرابیهای غیرمنتظره در حین کار جلوگیری شود. پروتکلهای پاکسازی، تجمع مواد روی تیغه را حذف کرده و از تأثیر منفی آن بر کیفیت برش و افزایش نرخ سایش قطعات تیغه برش گرد میکنند. برنامههای روانکاری، کارکرد نرم قطعات چرخان را حفظ کرده و سایش ناشی از اصطکاک را کاهش میدهند.
فاصلهزمانی تیزکردن به نوع مواد، حجم برش و نیازهای عملکردی خاص هر کاربرد بستگی دارد. خدمات تیزکردن حرفهای اطمینان حاصل میکنند که هندسه لبه بهدرستی حفظ شده و مشخصات اصلی تیغه بدون تغییر باقی میماند. شرایط نگهداری، تیغههای استفادهنشده را در برابر آسیبهای محیطی — از جمله قرار گرفتن در معرض رطوبت و نوسانات دما که میتوانند بر ویژگیهای تیغه تأثیر بگذارند — محافظت میکنند. ثبت فعالیتهای نگهداری به شناسایی الگوها و بهینهسازی زمانبندی تعویض تیغهها برای انجام عملیاتی مقرونبهصرفه کمک میکند.
تکنیکهای پیشرفته برش و بهینهسازی سرعت
هماهنگی نرخ پیشروی و سرعت
دستیابی به نتایج برش بهینه نیازمند هماهنگی دقیق بین نرخ پیشروی ماده و سرعت تیغه در هنگام کار با سیستم چاقوی برش دایرهای است. سرعتهای بالاتر عموماً با کاهش جابهجایی ماده، کیفیت برش را بهبود میبخشند؛ اما سرعتهای بیشازحد میتوانند منجر به سایش تیغه یا گرمشدن بیشازحد ماده شوند. ضخامت ماده بهطور مستقیم بر بیشینه نرخ پیشروی قابلدستیابی تأثیر میگذارد؛ بهطوریکه مواد ضخیمتر نیازمند پیشروی آهستهتر برای حفظ کیفیت برش هستند. درک رابطه بین این متغیرها به اپراتوران امکان میدهد تا بهطور همزمان به حداکثر رساندن بهرهوری و حفظ استانداردهای کیفی را تضمین کنند.
مواد مختلف به تغییرات سرعت واکنشهای متفاوتی نشان میدهند و این امر لزوم تنظیم پارامترها توسط اپراتورها را بر اساس ویژگیهای مواد ضروری میسازد. مواد نرم ممکن است نیازمند سرعتهای پایینتر باشند تا از پارگی جلوگیری شود، در حالی که مواد سخت از سرعتهای بالاتر بهره میبرند تا برشهایی تمیز و دقیق ایجاد شوند. عملکرد چاقوی برش دایرهای را میتوان با نظارت بر شاخصهای کیفیت برش—مانند صافی لبه و دقت ابعادی—بهینهسازی کرد. انجام تنظیمات لحظهای بر اساس این مشاهدات، به حفظ نتایج یکنواخت در طول دورههای تولید کمک میکند.
روشهای کنترل دقیق
دستیابی به برشهای دقیق با استفاده از چاقوی برش دایرهای نیازمند توجه به عوامل متعددی است که بر دقت برش تأثیر میگذارند. سیستمهای راهنما به حفظ مسیرهای ثابت تیغه و جلوگیری از انحراف مواد در حین عملیات برش کمک میکنند. محکمکردن مناسب مواد اطمینان حاصل میکند که در طول فرآیند برش، ثبات لازم حفظ شود و از حرکتی که ممکن است دقت ابعادی را تحت تأثیر قرار دهد، جلوگیری میشود. کنترل دما زمانی اهمیت پیدا میکند که مواد حساس به گرما ناشی از اصطکاک تیغه برش داده میشوند.
روشهای اندازهگیری و تأیید باید اجرا شوند تا دقت برش پایش شده و هرگونه انحراف از مشخصات شناسایی گردد. کالیبراسیون منظم سیستمهای موقعیتیابی، تضمین میکند که چاقوی برش دایرهای در سراسر محدوده عملیاتی خود همترازی مناسبی حفظ کند. نقاط کنترل کیفیت به شناسایی مسائل احتمالی پیش از آنکه بر خروجی تولید تأثیر بگذارند کمک میکنند و امکان انجام اقدامات اصلاحی را فراهم میسازند تا نتایج ثابت و یکنواخت حفظ شوند.
حل مشکلات مرتبط با مسائل عملکردی رایج
مشکلات کیفیت برش و راهحلها
کیفیت پایین برش اغلب نشاندهنده مشکلاتی در وضعیت تیغه، پارامترهای عملیاتی یا رویههای جابهجایی مواد است. لبههای زبر یا پارهشده معمولاً ناشی از کند شدن تیغه یا سرعت برش نامناسب برای نوع مادهای است که در حال پردازش است. تغییرات ابعادی ممکن است نشاندهنده مشکلاتی در موقعیتگیری ماده، همترازی سیستم راهنما یا سایش بیش از حد تیغه باشد. چاقوی برش دایرهای ممکن است نتایج نامنظمی ایجاد کند اگر پارامترهای عملیاتی خارج از محدوده بهینه برای انواع خاصی از مواد قرار گیرند.
تشخیص سیستماتیک به شناسایی علت اصلی مشکلات کیفیت کمک میکند و اقدامات اصلاحی مناسب را هدایت مینماید. بازرسی بصری لبههای برشخورده، بازخورد فوری درباره وضعیت تیغه و اثربخشی پارامترهای برش ارائه میدهد. ابزارهای اندازهگیری به کمّیسازی تغییرات ابعادی و پیگیری روندهای کیفیت در طول زمان کمک میکنند. مستندسازی وقایع مشکل و راهحلهای اعمالشده، دانشی را ایجاد میکند که از بروز مسائل آینده جلوگیری مینماید.
بهینهسازی عملکرد تجهیزات
پایش شاخصهای عملکرد تجهیزات، به حفظ عملکرد بهینه سیستمهای چاقوی برش دایرهای در طول عمر خدمات آنها کمک میکند. سطوح ارتعاش نشاندهنده وضعیت یاتاقانها و تعادل تیغه هستند؛ افزایش آنها نشاندهنده نیاز به توجه نگهداری است. الگوهای مصرف توان میتوانند تغییرات مقاومت برش را آشکار سازند که ممکن است نشاندهنده سایش تیغه یا تغییرات در مواد باشد. پایش دما از گرمشدن بیش از حد جلوگیری میکند که ممکن است منجر به آسیب به تیغهها یا تأثیر بر خواص مواد شود.
جمعآوری دادههای عملکردی امکان اجرای استراتژیهای نگهداری پیشبینانه را فراهم میکند که باعث کاهش حداقلی توقفهای غیر برنامهریزیشده و افزایش عمر تجهیزات میشود. تحلیل روند به شناسایی تغییرات تدریجی کمک میکند که ممکن است در طول عملیات روزانه بهطور فوری آشکار نباشند. سیستم چاقوی برشدهندهٔ دایرهای از بررسیهای منظم عملکردی بهره میبرد که پارامترهای کاری را بر اساس الگوهای استفادهٔ واقعی و نتایج حاصل بهینهسازی میکند.
راهبردهای اجرای مقرون به صرفه
مدیریت اقتصادی تیغهها
مدیریت مؤثر تیغهها تأثیر قابلتوجهی بر هزینهٔ کلی بهرهبرداری از سیستم چاقوی برشدهندهٔ دایرهای در کاربردهای صنعتی دارد. ردیابی میزان مصرف تیغهها به تعیین زمانبندی دقیق تعویض آنها بر اساس دادههای عملکردی واقعی — نه فواصل زمانی دلخواه — کمک میکند. استراتژیهای خرید عمده میتوانند هزینهٔ هر واحد تیغه را کاهش داده و در عین حال موجودی کافی برای ادامهٔ عملیات بدون وقفه را تضمین کنند. برنامههای بازسازی (ریکاندیشن) ممکن است در برخی کاربردها عمر تیغهها را افزایش داده و صرفهجویی هزینهای نسبت به خرید تیغههای جدید ایجاد کنند.
سیستمهای مدیریت موجودی از انباشتهشدن بیش از حد موجودی جلوگیری میکنند، در عین حال تأمین موجودی در زمانهای لازم برای نیازهای تولید را تضمین مینمایند. روابط با تأمینکنندگان باید بر ثبات کیفیت و قابلیت اطمینان در تحویل تمرکز داشته باشند تا اختلالات تولید به حداقل برسند. استراتژی جایگزینی چاقوی برش دایرهای باید بین ملاحظات هزینه و نیازهای عملکردی تعادل برقرار کند تا ارزش بهینه حاصل شود. تحلیل منظم هزینهها به شناسایی فرصتهای بهبود کارایی و کاهش هزینهها کمک میکند.
آموزش و توسعه مهارت
سرمایهگذاری در آموزش اپراتورها باعث بهبود قابل توجه ایمنی، کیفیت و کارایی در عملیات برش با چاقوی دورانی میشود. برنامههای جامع آموزشی باید شامل رویههای ایمنی، راهاندازی تجهیزات، عیبیابی و نیازهای نگهداری باشند. تمرین عملی تحت نظارت، مهارتهای لازم برای استفاده بهینه از ابزار و توانایی حل مسئله را توسعه میدهد. آموزش مداوم اپراتورها را با تکنیکها و پیشرفتهای فناوری جدید در کاربردهای برش بهروز نگه میدارد.
آموزش ترکیبی چندین اپراتور، اطمینان از ادامهی عملیات را فراهم میکند و در دورههای غیبت یا زمانهای شدید تقاضا، قابلیت پشتیبانی را فراهم میسازد. ارزیابی مهارتها به شناسایی حوزههایی کمک میکند که در آنها آموزش اضافی ممکن است برای اپراتوران انفرادی مفید باشد. چاقوی برش دایرهای نیازمند تکنیکهای خاصی است که از راهنمایی متخصصان و کاربرد عملی بهره میبرند. توسعهی تخصص داخلی، وابستگی به پشتیبانی خارجی را کاهش داده و امکان حل سریعتر مشکلات را فراهم میسازد.
سوالات متداول
چه عواملی قطر بهینهی تیغهی چاقوی برش دایرهای را تعیین میکنند؟
انتخاب قطر تیغه عمدتاً به ضخامت ماده، نیازهای عمق برش و دقت مورد نیاز برای کاربرد خاص شما بستگی دارد. قطرهای بزرگتر ظرفیت برش بیشتری فراهم میکنند، اما ممکن است دقت را در برشهای با شعاع کوچک کاهش دهند؛ در مقابل، قطرهای کوچکتر کنترل بهتری ارائه میدهند اما عمق برش محدودی دارند. هنگام انتخاب قطر مناسب برای سیستم چاقوی برش دایرهای خود، محدودیتهای فضای کار و طیف موادی را که پردازش میکنید در نظر بگیرید.
چه زمانی باید تیغه را تعویض یا تیز کنم؟
فرصت جایگزینی تیغه بهطور قابلتوجهی بسته به نوع ماده، حجم برش و استانداردهای عملکردی کاربرد شما متغیر است. برای تعیین زمان نیاز به سرویسدهی تیغه، نشانگرهای کیفیت برش — از جمله زبری لبه، دقت ابعادی و نیازهای نیروی برش — را پایش کنید. عموماً جایگزینی پیشگیرانه تیغه قبل از افت کیفیت، نتایج بهتری نسبت به انتظار برای مشاهده کاهش آشکار عملکرد ارائه میدهد. معمولاً یک تیغه چاقوی برش دایرهای ممکن است هر چند صد تا چند هزار برش — بسته به شرایط کاری — نیاز به سرویسدهی داشته باشد.
کدام اقدامات ایمنی در حین عملیات حیاتیترین هستند؟
اقدامات ایمنی ضروری شامل پوشیدن دستکشهای مقاوم در برابر برش، استفاده از تجهیزات حفاظتی برای چشم و نگهداری سازماندهی مناسب فضای کار جهت پیشگیری از حوادث میباشد. اطمینان حاصل کنید که قبل از بهرهبرداری از هر نوع تجهیزات برشی، آموزش کافی در مورد روشهای صحیح کار با تیغهها و پروتکلهای پاسخدهی در شرایط اضطراری ارائه شده است. فضای کار را تمیز و بهخوبی روشن نگه دارید، مناطق مشخصی را برای انجام عملیات برش تعیین کنید و هرگز سعی نکنید در حین چرخش تیغه، گیرکردهها یا آلودگیها را از دستگاه خارج کنید. بررسیهای دورهای ایمنی به حفظ آگاهی و جلوگیری از بیاحتیاطی در عملیات تیغههای برش دایرهای کمک میکند.
چگونه میتوانم ضایعات مواد را در طول عملیات برش به حداقل برسانم؟
حداقلسازی ضایعات از طریق برنامهریزی دقیق چیدمان مواد، اندازهگیریهای دقیق و طراحی دنبالهی برش بهینه که بیشترین استفاده از مواد را فراهم میکند. نگهداری تیغههای تیز برای اطمینان از برشهای تمیز و بدون آسیب به ماده — که ممکن است منجر به رد قطعات شود — ضروری است. تنظیمات صحیح ماشین و کالیبراسیون آن از خطاهای ابعادی جلوگیری میکند که ممکن است قطعات برشخورده را غیرقابلاستفاده سازد. چاقوی گرد برشزننده در صورت بهینهسازی پارامترهای کاری برای هر نوع خاصی از ماده، عملکرد بهتری دارد و احتمال وقوع خطاهای برش و ضایعات مادی را کاهش میدهد.