
Industriella skärningsoperationer kräver precision och pålitlighet, särskilt när man arbetar med material som kräver rena och konsekventa snitt. En rund skärkniv är ett av de mest mångsidiga verktygen i tillverkningsmiljöer och erbjuder exceptionell prestanda i olika applikationer. Dessa specialiserade skärverktyg utmärker sig i operationer där traditionella raka blad inte räcker till, och ger överlägsen kontroll och effektivitet. Att förstå de korrekta teknikerna och bästa praxisen för användning av en rund skärkniv kan påverka din produktionskvalitet och driftskostnader avsevärt. Professionella operatörer som behärskar dessa verktyg ser ofta förbättringar när det gäller minskning av materialspill och ökad skärhastighet.
Viktiga säkerhetsprotokoll för rundskärningsoperationer
Personlig skyddsutrustning – krav
Säkerheten måste förbli den högsta prioriteringen vid drift av allt skärutrustning, och den cirkulära skärkniven kräver specifika skyddsåtgärder. Arbetare bör bära skärskyddshandskar som är klassade för lämplig skyddsnivå, för att säkerställa att händerna förblir säkra vid hantering av bladet och positionering av material. Ögonskydd blir avgörande när man arbetar med material som kan generera spill eller partiklar under skärprocessen. Skoskydd med stålförsedda tår ger nödvändig skydd mot fallande material eller utrustning, medan anpassad klädsel förhindrar att kläderna fastnar i rörliga delar.
Rätt ventilationsanläggningar bör finnas på plats vid skärning av material som genererar damm eller rökgaser. Den runda skärkniven ger ofta upphov till fina partiklar som kan bli luftburna, vilket kräver tillräcklig luftcirkulation eller avgassystem. Regelmässig säkerhetsträning säkerställer att alla operatörer förstår de specifika riskerna som är förknippade med cirkulära skärningsrörelser och exponering för blad. Nödprocedurer måste tydligt fastställas och övas in, inklusive omedelbara åtgärdsprotokoll vid olyckor eller utrustningsfel.
Organisation av arbetsplatsen och hantering av faror
En välorganiserad arbetsplats minskar i betydande utsträckning risken för olyckor vid användning av en rund skärkniv i industriella applikationer. Tydliga arbetsytor förhindrar att material glider under skärningsoperationer, medan tillräcklig belysning säkerställer att operatörer kan bibehålla synkontroll kONTAKTA med bladets bana. Verktygsförvaringsområden bör hålla bladen säkert och lättillgängliga, för att förhindra skador orsakade av felaktig hantering eller förvaringsförhållanden. Regelbunden städning tar bort ackumulerad smuts som kan störa skärningsoperationer eller skapa halkrisker.
Att etablera avgränsade skärzoner bidrar till att upprätthålla säkerhetsstandarder genom att kontrollera tillträdet och säkerställa korrekt placering av utrustning. Varningskyltar och avspärrningar informerar andra arbetare om pågående skärningsoperationer och förhindrar oväntade avbrott som kan leda till olyckor. Den cirkulära skärkniven kräver specifika fria ytor för att möjliggöra hela rörelseomfånget vid skärning, vilket säkerställer att operatörer har tillräckligt med utrymme för säker manövrering.
Optimal bladval och underhållsstrategier
Materialspecifika bladegenskaper
Olika material kräver specifika egenskaper hos bladet för att uppnå optimal skärprestanda med ett rundt skärblad. Gummiblandningar kräver blad med specifika skärvinklar och hårdhetsnivåer för att förhindra rivning eller ojämna snitt. Vid metallskärning krävs hårdare bladmaterial med exakt skärgeometri för att bibehålla skärpan under högbelastade förhållanden. Sammansatta material kräver ofta specialbehandlingar eller beläggningar för att förhindra slitage på bladet och säkerställa konsekvent skärkvalitet.
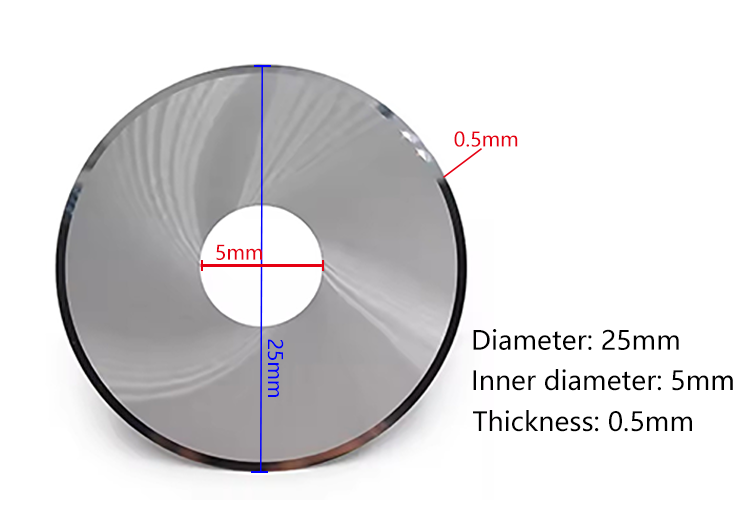
Valet av bladdiameter påverkar både skärkapaciteten och den precision som kan uppnås i olika applikationer. Större diameterblad ger ökad skärddjup men kan försämra precisionen vid applikationer med små radier. Den rund skärkniv bladtjockleken måste anpassas till materialdensiteten och kraven på skärhastighet för att förhindra böjning eller vibrationsproblem. Att förstå dessa samband hjälper operatörer att välja den mest lämpliga bladkonfigurationen för specifika applikationer.
Preventiv Underhållsplanering
Regelbunden underhåll förlänger bladets livslängd och säkerställer konsekvent skärprestanda under hela produktionscyklerna. Dagliga inspektioner bör kontrollera kantskador, slitage mönster och korrekt montering av bladet för att förhindra oväntade fel under drift. Rengöringsrutiner tar bort ackumulerad materialuppsamling som kan påverka skärkvaliteten och öka slitagehastigheten på komponenterna i det runda skärkniven. Smörjningsplaner säkerställer smidig drift av roterande komponenter och minskar slitage orsakat av friktion.
Slipningsintervall beror på materialtyper, skärvolymer och prestandakrav som är specifika för varje tillämpning. Professionella slipningstjänster säkerställer korrekt underhåll av skärgemetri, vilket bevarar de ursprungliga bladspecifikationerna. Förvaringsförhållanden skyddar oanvända blad mot miljöskador, inklusive fuktexponering och temperatursvängningar som kan påverka bladegenskaperna. Dokumentation av underhållsaktiviteter hjälper till att identifiera mönster och optimera utbytesplaner för kostnadseffektiva driftsförhållanden.
Avancerade skärtekniker och hastighetsoptimering
Mattningshastighet och hastighetskoordination
Att uppnå optimala skärresultat kräver noggrann samordning mellan materialtillförselhastigheter och knivhastighet vid drift av ett rundt skärknivsystem. Högre hastigheter förbättrar i allmänhet skärkvaliteten genom att minska materialförskjutning, men för höga hastigheter kan orsaka slitage på kniven eller överhettning av materialet. Materialtjocklek påverkar direkt den maximalt uppnåbara tillförselhastigheten, där tjockare material kräver långsammare frammatning för att bibehålla skärkvaliteten. Att förstå sambandet mellan dessa variabler gör det möjligt for operatörer att maximera produktiviteten samtidigt som kvalitetskraven upprätthålls.
Olika material reagerar olika på hastighetsvariationer, vilket kräver att operatörer justerar parametrar baserat på materialens egenskaper. Mjuka material kan kräva lägre hastigheter för att förhindra rivning, medan hårdare material drar nytta av högre hastigheter för att uppnå rena snitt. Prestandan för en rund skärkniv kan optimeras genom övervakning av indikatorer för snittkvalitet, såsom kantens släthet och målnoggrannhet. Justeringar i realtid baserat på dessa observationer hjälper till att bibehålla konsekventa resultat under hela produktionsloppen.
Metoder för precisionskontroll
Att uppnå precisa snitt med en rund skärkniv kräver uppmärksamhet på flera faktorer som påverkar snittprecisionen. Guidsystem hjälper till att bibehålla konsekventa bladbanor och förhindrar att materialet vrider sig under skärningsoperationer. Rätt materialförsäkring säkerställer stabilitet under hela skärningsprocessen och förhindrar rörelse som kan försämra målnoggrannheten. Temperaturkontroll blir viktig när man skär material som är känsliga för värme som genereras av friktion mellan bladet och materialet.
Mät- och verifieringsförfaranden bör implementeras för att övervaka skärnoggrannheten och identifiera eventuella avvikelser från specifikationerna. Regelmässig kalibrering av positionsystem säkerställer att den runda skärkniven behåller korrekt justering under hela dess driftområde. Kvalitetskontrollpunkter hjälper till att identifiera potentiella problem innan de påverkar produktionsresultatet, vilket möjliggör korrigerande åtgärder för att bibehålla konsekventa resultat.
Felsökning av vanliga prestandaproblem
Problem med skärkvalitet och lösningar
Dålig skärkvalitet indikerar ofta problem med bladets skick, driftparametrar eller materialhanteringsförfaranden. Ojämna eller revda kanter beror vanligtvis på släta blad eller olämpliga skärhastigheter för det material som bearbetas. Dimensionella variationer kan tyda på problem med materialpositionering, justering av guidsystem eller överdriven bladslitage. Den runda skärkniven kan ge inkonsekventa resultat när driftparametrarna ligger utanför de optimala intervallen för specifika materialtyper.
Systematisk diagnos hjälper till att identifiera den underliggande orsaken till kvalitetsproblem och vägleder lämpliga åtgärder. Visuell inspektion av snittkanter ger omedelbar återkoppling om knivens skick och effektiviteten hos snittparametrarna. Mätverktyg hjälper till att kvantifiera dimensionella variationer och spåra kvalitetstrender över tid. Dokumentation av problem och lösningar bygger upp kunskap som hjälper till att förhindra framtida problem.
Optimering av utrustningsprestanda
Övervakning av utrustningens prestandaindikatorer hjälper till att bibehålla optimal drift av runda snittknivar under hela deras livslängd. Vibrationsnivåer indikerar lagerförhållandet och knivens balans, där ökningar tyder på behov av underhållsåtgärder. Elkonsumtionsmönster kan avslöja förändringar i snittmotståndet, vilket kan tyda på knivslitage eller materialvariationer. Temperaturövervakning förhindrar överhettning som kan skada knivar eller påverka materialens egenskaper.
Insamling av prestandadata möjliggör förutsägande underhållsstrategier som minimerar oplanerad driftstopp och förlänger utrustningens livslängd. Trendanalys hjälper till att identifiera gradvisa förändringar som inte nödvändigtvis är direkt uppenbara under daglig drift. Rundskärningsknivsystemet drar nytta av regelbundna prestandagranskningar som optimerar driftparametrar baserat på faktisk användning och resultat.
Kostnadseffektiva implementeringsstrategier
Ekonomisk knivhantering
Effektiv knivhantering påverkar i hög grad de totala kostnaderna för att driva ett rundskärningsknivsystem i industriella applikationer. Att spåra knivanvändning hjälper till att fastställa korrekta utbytesplaner baserat på faktisk prestandadata snarare än godtyckliga tidsintervall. Strategier för köp i stora kvantiteter kan sänka kostnaden per enhet för knivar samtidigt som tillräcklig lagerhållning säkerställs för kontinuerlig drift. Återconditioneringsprogram kan förlänga knivlivslängden för vissa applikationer, vilket ger kostnadsbesparingar jämfört med inköp av nya knivar.
Lagersystem för inventeringshantering förhindrar överdriven lagerhållning samtidigt som tillgänglighet säkerställs vid behov för produktionskrav. Leverantörsrelationer bör fokusera på kvalitetskonsekvens och leveranspålitlighet för att minimera produktionsstörningar. Strategin för utbyte av rund skärkniv bör balansera kostnadsoverväganden med prestandakrav för att uppnå optimalt värde. Regelbunden kostnadsanalys hjälper till att identifiera möjligheter till effektivitetsförbättringar och kostnadsminskningar.
Utbildning och kompetensutveckling
Investering i operatörsutbildning ger betydande avkastning genom förbättrad säkerhet, kvalitet och effektivitet vid användning av rundskärande knivar. Omfattande utbildningsprogram bör omfatta säkerhetsförfaranden, utrustningsdrift, felsökning och underhållskrav. Praktisk övning under handledning hjälper till att utveckla de färdigheter som krävs för optimal verktygsanvändning och problemlösningsförmåga. Fortlöpande utbildning håller operatörerna uppdaterade om nya tekniker och teknikutvecklingar inom skärningsapplikationer.
Korsutbildning av flera operatörer säkerställer verksamhetens kontinuitet och ger reservförmåga under frånvaro eller perioder med hög efterfrågan. Kompetensbedömning hjälper till att identifiera områden där ytterligare utbildning kan vara fördelaktig för enskilda operatörer. Den cirkulära skärkniven kräver specifika tekniker som gynnas av erfaren vägledning och praktisk tillämpning. Att bygga upp intern kompetens minskar beroendet av extern support och möjliggör snabbare problemlösningsförmåga.
Vanliga frågor
Vilka faktorer avgör den optimala bladdiametern för en cirkulär skärkniv
Val av bladets diameter beror främst på materialtjocklek, krav på skärningsdjup och nödvändig precision för ditt specifika användningsområde. Större diametrar ger större skärkapacitet men kan minska precisionen vid skärning med små radier, medan mindre diametrar ger bättre kontroll men begränsat skärningsdjup. Ta hänsyn till utrymmesbegränsningar i ditt arbetsområde samt det materialutbud du bearbetar när du väljer den lämpliga diametern för ditt runda skärverktygssystem.
Hur ofta ska jag byta eller släta bladet
Utväxlingsfrekvensen varierar kraftigt beroende på materialtyper, skärvolym och prestandakrav för ditt användningsområde. Övervaka indikatorer på skärkvalitet, såsom kantroughet, dimensionsnoggrannhet och krav på skärkraft, för att avgöra när bladunderhåll krävs. I allmänhet ger förebyggande utbyte innan kvalitetsförsämring inträffar bättre resultat än att vänta tills en uppenbar prestandaförsvagning uppstår. Ett typiskt rundt skärblad kan kräva underhåll efter några hundratal till flera tusen skärningar, beroende på driftförhållanden.
Vilka säkerhetsåtgärder är mest kritiska under drift?
Viktiga säkerhetsåtgärder inkluderar att bära lämpliga skärskyddshandskar, ögonskydd och att hålla arbetsplatsen ordentlig för att förhindra olyckor. Se till att personalen får adekvat utbildning i hantering av blad och i nödprotokoll innan någon skärutrustning tas i drift. Håll arbetsområdena rena och välbelysta, avgränsa tydliga skärzoner och försök aldrig att ta bort blockeringar eller skräp medan bladet är i rörelse. Regelbundna säkerhetsgranskningar hjälper till att bibehålla medvetenheten och förhindra slarv vid drift av rundskärknivar.
Hur kan jag minimera materialspill under skärningsoperationer
Minimera avfall genom noggrann planering av materialutläggning, exakta mått och optimal design av skärordning för att maximera materialutnyttjandet. Håll skärbladen skarpa för att säkerställa rena snitt utan materialskador som kan leda till underkända delar. Rätt maskininställning och kalibrering förhindrar måttfel som kan göra de utskurna delarna oanvändbara. Den runda skärkniven fungerar bäst när driftparametrarna är optimerade för varje specifikt material, vilket minskar risken för skärfel och materialavfall.