
Industrielle skæreoperationer kræver præcision og pålidelighed, især når der arbejdes med materialer, der kræver rene og ensartede snit. Et rundt skærekniv er et af de mest alsidige værktøjer i produktionsmiljøer og leverer fremragende ydeevne i en række forskellige anvendelser. Disse specialiserede skæreværktøjer udmærker sig i operationer, hvor traditionelle lige blade ikke er tilstrækkelige, og de sikrer overlegen kontrol og effektivitet. At forstå de korrekte teknikker og bedste praksis ved brug af et rundt skærekniv kan betydeligt påvirke både produktionens kvalitet og de operative omkostninger. Professionelle operatører, der behersker disse værktøjer, oplever ofte en reduktion af materialeudnyttelse og en forbedring af skærehastigheden.
Vigtige sikkerhedsprotokoller for runde skæreoperationer
Krav til personlige værnemidler
Sikkerhed skal forblive den øverste prioritet, når der arbejdes med udstyr til skæring, og rundkniven kræver specifikke beskyttelsesforanstaltninger. Arbejdere skal bære skærefaste handsker, der er certificeret til det relevante beskyttelsesniveau, så hænderne forbliver sikre under håndtering af kniven og positionering af materialet. Øjenbeskyttelse er afgørende, når der arbejdes med materialer, der kan frembringe snavs eller partikler under skæringsprocessen. Fodtøj med stålfodbeskytter giver den nødvendige beskyttelse mod faldende materialer eller udstyr, mens tætsiddende tøj forhindrer sammenfiltning med bevægelige dele.
Der skal være passende ventilationssystemer på plads, når der skæres i materialer, der genererer støv eller dampe. Den runde skærekniv frembringer ofte fine partikler, der kan blive luftbårne, hvilket kræver tilstrækkelig luftcirkulation eller ekstraktionssystemer. Regelmæssig sikkerhedstræning sikrer, at alle operatører forstår de specifikke risici forbundet med cirkulære skærebewægelser og udsættelse for klinge. Nødprocedurer skal være tydeligt defineret og trænet, herunder protokoller for øjeblikkelig indsats ved ulykker eller udstyrsfejl.
Organisation af arbejdsområdet og risikostyring
En velorganiseret arbejdsplads reducerer betydeligt risikoen for ulykker ved brug af en rund skærekniv i industrielle anvendelser. Klare arbejdsflader forhindrer materialeflytning under skæreoperationer, mens tilstrækkelig belysning sikrer, at operatører kan opretholde visuel kontrol kONTAKT med bladets bevægelsesbane. Værktøjsopbevaringsområder skal holde bladene sikkert og let tilgængelige, så skade forårsaget af forkert håndtering eller opbevaringsforhold undgås. Regelmæssig rengøring fjerner opsummeret snavs, som kunne forstyrre skæreoperationer eller skabe glatfaldsfare.
Oprettelse af dedikerede skæreområder hjælper med at opretholde sikkerhedsstandarder ved at kontrollere adgangen og sikre korrekt udstyrsplacering. Advarselsskilt og barrierer informerer andre medarbejdere om aktive skæreoperationer og forhindrer uventede afbrydelser, der kunne føre til ulykker. Den runde skærekniv kræver specifikke friarealer for at kunne rumme hele bevægelsesområdet ved skæring, så operatørerne har tilstrækkelig plads til sikker manøvrering.
Optimale strategier for bladvalg og vedligeholdelse
Materiale-specifikke bladegenskaber
Forskellige materialer kræver specifikke egenskaber for kniven for at opnå optimal skærepræstation med en rund skærekniv. Gummiblandinger kræver knive med bestemte kantvinkler og hårdhedsniveauer for at undgå revner eller uregelmæssige snit. Ved metalbearbejdning kræves hårdfere knivmaterialer med præcis kantgeometri for at bevare skarpheden under højt spændingsbelastede forhold. Kompositmaterialer kræver ofte specialiserede belægninger eller behandlinger for at forhindre knivslid og sikre konsekvent skære-kvalitet.
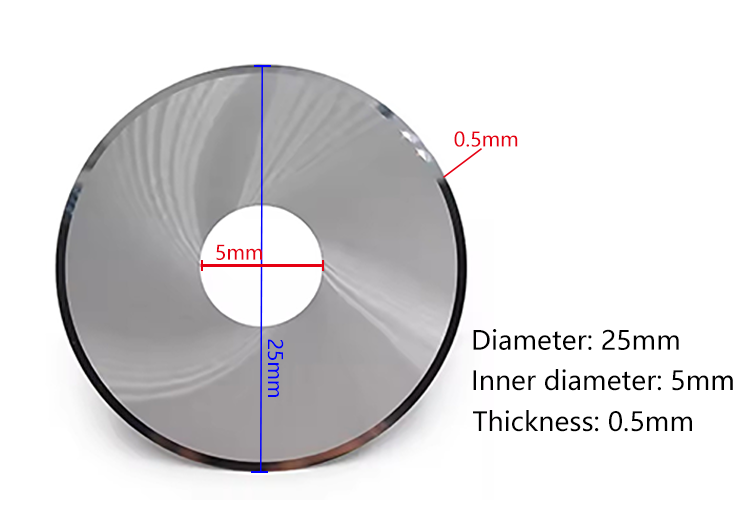
Valg af knivdiameter påvirker både skærekapaciteten og den præcision, der kan opnås i forskellige anvendelser. Større diameterknive giver øget skæredybde, men kan kompromittere præcisionen ved applikationer med små radius. Den rund skærekniv knivtykkelse skal matche materialets densitet og kravene til skærehastighed for at undgå afbøjning eller vibrationsproblemer. At forstå disse sammenhænge hjælper operatører med at vælge den mest passende knivkonfiguration til specifikke applikationer.
Forhåndsvedtagne Vedligeholdelsesplaner
Regelmæssig vedligeholdelse forlænger klingens levetid og sikrer konsekvent skærepræstation gennem hele produktionscyklusserne. Daglige inspektioner skal tjekke klingen for kanthandlinger, slidmønstre og korrekt montering af klingen for at forhindre uventede fejl under driften. Rengøringsprocedurer fjerner opbygget materiale, som kan påvirke skærekvaliteten og øge slidhastigheden på komponenterne i den runde skærekniv. Smørepunkter sikrer glat drift af roterende komponenter og reducerer slid relateret til friktion.
Slibningsintervallerne afhænger af materialetyper, skærevolume og ydekrav, der er specifikke for hver enkelt anvendelse. Professionelle slibningstjenester sikrer korrekt vedligeholdelse af skærekanten's geometri, hvilket bevarer de oprindelige bladspecifikationer. Opbevaringsforhold beskytter ubrugte blade mod miljømæssig skade, herunder fugtudsættelse og temperatursvingninger, som kan påvirke bladegenskaberne. Dokumentation af vedligeholdelsesaktiviteter hjælper med at identificere mønstre og optimere udskiftningsskemaer for omkostningseffektive drifter.
Avancerede skæretknikker og hastighedsoptimering
Fremføringshastighed og hastighedskoordination
At opnå optimale skæreresultater kræver det omhyggelig koordination mellem materialefremføringshastigheder og knivhastighed, når der arbejdes med et rundt skæreknivsystem. Højere hastigheder forbedrer generelt skækvaliteten ved at reducere materialeforskydning, men for høje hastigheder kan forårsage slitage af kniven eller overopvarmning af materialet. Materialetykkelsen påvirker direkte den maksimale opnåelige fremføringshastighed, idet tykkere materialer kræver langsommere fremførsel for at opretholde skækvaliteten. At forstå sammenhængen mellem disse variable giver operatørerne mulighed for at maksimere produktiviteten, samtidig med at kvalitetskravene opretholdes.
Forskellige materialer reagerer forskelligt på hastighedsvariationer, hvilket kræver, at operatører justerer parametrene ud fra materialets egenskaber. Bløde materialer kræver måske lavere hastigheder for at undgå revner, mens hårdere materialer drager fordel af højere hastigheder for at opnå rene snit. Ydelsen af et rundt skæreklinge kan optimeres ved at overvåge indikatorer for snitkvalitet, såsom kantens glathed og dimensionel nøjagtighed. Justeringer i realtid baseret på disse observationer hjælper med at sikre konsekvente resultater gennem hele produktionsomløbene.
Metoder til præcisionskontrol
At opnå præcise snit med et rundt skæreklinge kræver opmærksomhed på flere faktorer, der påvirker skærepræcisionen. Føresystemer hjælper med at sikre en konstant klingebane og forhindre materialeafvigelse under skæreoperationer. Korrekt fastspænding af materialet sikrer stabilitet gennem hele skæreprocessen og forhindrer bevægelser, der kunne påvirke den dimensionelle nøjagtighed. Temperaturkontrol bliver vigtig, når der skæres i materialer, der er følsomme over for varmeudvikling fra klingens gnidning.
Måle- og verificeringsprocedurer skal implementeres for at overvåge skærenøjagtigheden og identificere eventuelle afvigelser fra specifikationerne. Regelmæssig kalibrering af positionsystemer sikrer, at den runde skærekniv opretholder korrekt justering gennem hele dens driftsområde. Kvalitetskontrolpunkter hjælper med at identificere potentielle problemer, inden de påvirker produktionsoutputtet, hvilket giver mulighed for korrigerende foranstaltninger, der sikrer konsekvente resultater.
Fejlfinding af almindelige ydelsesproblemer
Problemer med skærekvalitet og løsninger
Dårlig skærekvalitet indikerer ofte problemer med knivens stand, driftsparametre eller procedurer for materialehåndtering. Grove eller revne kanter skyldes typisk sløve knive eller udfordrende skærehastigheder for det materiale, der behandles. Dimensionelle variationer kan tyde på problemer med materialepositionering, justering af vejlesystemet eller overdreven knivslid. Den runde skærekniv kan give inkonsistente resultater, når driftsparametrene ligger uden for de optimale intervaller for bestemte materialtyper.
Systematisk diagnose hjælper med at identificere årsagen til kvalitetsproblemer og vejleder om passende korrektive foranstaltninger. Visuel inspektion af skærekanter giver øjeblikkelig feedback om knivens stand og effektiviteten af skæreparametre. Måleværktøjer hjælper med at kvantificere dimensionelle variationer og følge kvalitetstendenser over tid. Dokumentation af problemer og løsninger bygger viden, der hjælper med at forhindre fremtidige problemer.
Optimering af udstyrsydelse
Overvågning af udstyrets ydeevneindikatorer hjælper med at opretholde optimal drift af runde skæreknivsystemer gennem deres levetid. Vibrationsniveauer indikerer leje-standen og knivens balance, hvor stigninger tyder på behov for vedligeholdelse. Strømforbrugsprofiler kan afsløre ændringer i skæremodstanden, som muligvis indikerer knivslid eller materialevariationer. Temperaturovervågning forhindrer overophedning, der kunne beskadige knive eller påvirke materialers egenskaber.
Indsamling af ydeevnesdata gør det muligt at implementere forudsigelsesbaserede vedligeholdelsesstrategier, der minimerer utilsigtet nedetid og forlænger udstyrets levetid. Trendanalyse hjælper med at identificere gradvise ændringer, som måske ikke er umiddelbart tydelige under daglige driftsforhold. Rundskærende knivsystemet drager fordel af regelmæssige ydeevnevurderinger, der optimerer driftsparametrene på baggrund af faktiske brugsmønstre og resultater.
Økonomisk effektiv implementeringsstrategi
Økonomisk knivstyring
Effektiv knivstyring har betydelig indflydelse på de samlede omkostninger ved drift af et rundskærende knivsystem i industrielle anvendelser. Ved at følge knivbrugen kan der oprettes præcise udskiftningsskemaer baseret på faktiske ydeevnedata i stedet for vilkårlige tidsintervaller. Strategier for køb i større mængder kan reducere omkostningerne pr. kniv, samtidig med at der sikres tilstrækkelig lagerbeholdning til kontinuerlig drift. Genconditioneringsprogrammer kan forlænge knivens levetid i visse anvendelser og dermed give omkostningsbesparelser i forhold til køb af nye knive.
Lagerstyringssystemer forhindrer overdreven lagerføring, samtidig med at de sikrer tilgængelighed, når det er nødvendigt for produktionskravene. Leverandørrelationer bør fokusere på kvalitetsmæssig konsekvens og leveringspålidelighed for at minimere produktionsforstyrrelser. Strategien for udskiftning af rundt skæreklinge bør afveje omkostningsovervejelser mod krav til ydeevne for at opnå optimal værdi. Regelmæssig omkostningsanalyse hjælper med at identificere muligheder for effektivitetsforbedringer og reduktion af udgifter.
Uddannelse og færdighedsudvikling
Investering i operatørtræning giver betydelige gevinster gennem forbedret sikkerhed, kvalitet og effektivitet ved brug af rundskærende knive. Omfattende træningsprogrammer bør dække sikkerhedsprocedurer, udstyrsbetjening, fejlfinding og vedligeholdelseskrav. Praktisk træning under opsyn hjælper med at udvikle de færdigheder, der er nødvendige for optimal værktøjsudnyttelse og problemløsningskompetencer. Vedligeholdelse af uddannelse holder operatører ajour med nye teknikker og teknologiske udviklinger inden for skæringsteknologier.
Krydstræning af flere operatører sikrer kontinuiteten i driften og giver reservekapacitet under fravær eller perioder med høj efterspørgsel. Kompetencevurdering hjælper med at identificere områder, hvor yderligere træning kan være fordelagtig for enkelte operatører. Den runde skærekling kræver specifikke teknikker, som drager fordel af erfaren vejledning og praktisk anvendelse. Opbygning af intern ekspertise reducerer afhængigheden af ekstern support og muliggør mere responsiv problemløsningskapacitet.
Ofte stillede spørgsmål
Hvilke faktorer bestemmer den optimale blad-diameter for en rund skærekling
Valg af bladets diameter afhænger primært af materialetykkelsen, kravene til skæredybde og nøjagtighedsbehovene for din specifikke anvendelse. Større diametre giver større skærekapacitet, men kan mindske nøjagtigheden ved skæringer med små radier, mens mindre diametre giver bedre kontrol, men begrænset skæretykkelse. Overvej dine arbejdsområdes begrænsninger og det materialeområde, du behandler, når du vælger den passende diameter til dit runde skæreklingesystem.
Hvor ofte skal jeg udskifte eller slibe klingen?
Udskiftningens hyppighed varierer betydeligt afhængigt af materialetyper, skærevolume og krav til ydeevne for din anvendelse. Overvåg indikatorer for skære kvalitet, såsom kantruhed, dimensionel nøjagtighed og krav til skærekræft, for at afgøre, hvornår knivservice er nødvendig. Generelt giver forebyggende udskiftning før kvalitetsnedgang opstår bedre resultater end at vente på en tydelig ydeevnedegradation. En typisk rund skærekniv kan kræve service efter et par hundrede til flere tusinde skær, afhængigt af driftsforholdene.
Hvilke sikkerhedsforanstaltninger er mest kritiske under driften
Vigtige sikkerhedsforanstaltninger omfatter brug af passende skærebæske handsker, øjebeskyttelse og korrekt organisering af arbejdsområdet for at forhindre uheld. Sørg for tilstrækkelig træning i håndtering af blad og i nødprocedurer, inden der opereres med nogen slags skæreudstyr. Hold arbejdsområderne rene og velbelyste, opret tydelige skærezoner, og forsøg aldrig at fjerne blokeringer eller snavs, mens bladet er i bevægelse. Regelmæssige sikkerhedsgennemgange hjælper med at opretholde bevidsthed og forhindre ligegyldighed ved brug af rundt skærekniv.
Hvordan kan jeg minimere materialeudspild under skæreoperationer?
Minimer spild gennem omhyggelig planlægning af materialelayout, præcise målinger og optimal design af skæresekvensen for at maksimere materialeudnyttelsen. Vedligehold skarpe knive for at sikre rene snit uden materielskade, som kunne føre til forkastelse af dele. Korrekt maskinopsætning og kalibrering forhindrer dimensionelle fejl, der kunne gøre skårede dele ubrugelige. Den runde skærekniv fungerer bedst, når driftsparametrene er optimeret for hver enkelt materialetype, hvilket reducerer risikoen for skærefejl og materialeudspild.