
در تولیدات مدرن و کاربردهای صنعتی، دقت و کارایی در برش عاملی حیاتی برای حفظ مزیت رقابتی است. دو فناوری اصلی به عنوان راهکارهای پیشرو ظهور کردهاند: سیستمهای برش با چاقوی پنوماتیک و دستگاههای برش الکتریکی. هر یک از این فناوریها مزایای منحصربهفردی را بسته به نیازهای عملیاتی خاص، انواع مواد و حجم تولید ارائه میدهند. درک تفاوتهای اساسی بین این روشهای برش برای تصمیمگیری آگاهانه در مورد تجهیزات که به طور مستقیم بر بهرهوری و اثربخشی هزینه تأثیر میگذارد، ضروری است.
انتخاب بین سیستمهای برش پنوماتیک و الکتریکی شامل ملاحظات متعددی است که شامل مکانیزمهای تأمین توان، نیازهای نگهداری، هزینههای عملیاتی و عوامل محیطی میشود. واحدهای تولیدی در سراسر جهان به ارزیابی این فناوریها بر اساس نیازهای منحصربهفرد تولیدی و محدودیتهای بودجه خود ادامه میدهند. این تحلیل جامع، هر دو روش برش را بررسی میکند تا به تصمیمگیرندگان کمک کند مناسبترین راهحل را برای کاربردهای خاص خود انتخاب نمایند.
درک فناوری چاقوی پنوماتیک
اصول اساسی کارکرد
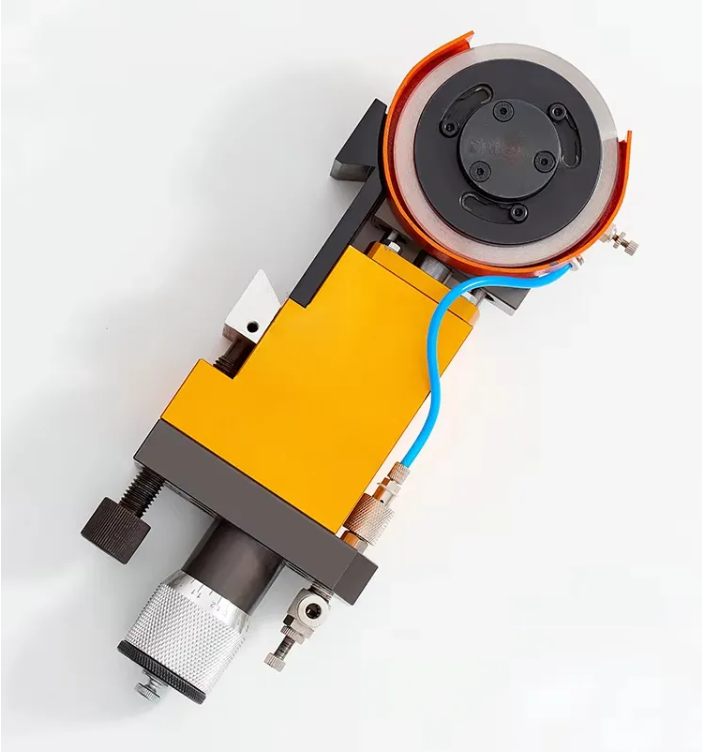
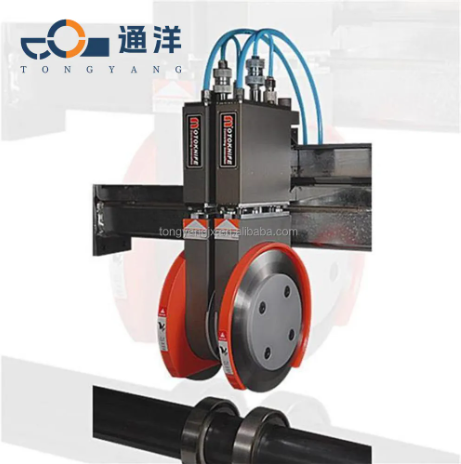
سیستمهای چاقوی پنوماتیک از هوای فشرده به عنوان منبع اصلی توان برای به حرکت درآوردن مکانیزمهای برش استفاده میکنند. طراحی اساسی این سیستم شامل محفظههای فشار هوایی است که انرژی پنوماتیک را به حرکت مکانیکی تبدیل میکنند و امکان حرکت دقیق تیغه و نیروی برش یکنواخت را فراهم میآورند. این فناوری به کمپرسورهای هوا متکی است تا سطوح فشار ثابتی را حفظ کند که معمولاً بسته به نیازهای کاربردی بین ۸۰ تا ۱۲۰ PSI متغیر است.
مکانیزم چاقوی پنوماتیک از طریق مجموعهای از شیرها و سیلندرها کار میکند که جهت جریان هوا و توزیع فشار را کنترل میکنند. هنگام فعالسازی، هواي فشرده وارد محفظه سیلندر میشود و پیستونی را به حرکت درمیآورد که به طور مستقیم به مجموعه تیغ برش متصل است. این اتصال مکانیکی مستقیم، تضمین میکند که زمان پاسخگویی بسیار کوتاه بوده و کنترل دقیقی بر عمق برش و پارامترهای سرعت اعمال شود.
طراحیهای پیشرفته چاقوهای پنوماتیک از مقررهای فشار و شیرهای کنترل جریان به منظور تنظیم دقیق عملکرد برش در مواد مختلف استفاده میکنند. این سیستمها میتوانند نیروی برش را به صورت پویا تنظیم کنند و به همین دلیل به ویژه در کاربردهایی که نیاز به عمقهای متغیر برش دارند یا با موادی با چگالی و ضخامت متفاوت سروکار دارند، بسیار مؤثر هستند.
ویژگیهای کلیدی عملکرد
سیستمهای برش پنوماتیک نسبت قدرت به وزن استثنایی ارائه میدهند و اغلب نیروی برشی چندین برابر بیشتر از سیستمهای الکتریکی مشابه در اندازههای یکسان تولید میکنند. این ویژگی، فناوری چاقوی پنوماتیک را بهویژه مناسب کاربردهای صنعتی سنگین میسازد که در آنها نیروی برش قابل توجهی مورد نیاز است. مکانیزم کار شده با هوا همچنین محافظت ذاتی در برابر بار اضافی فراهم میکند، زیرا مقاومت بیش از حد تنها باعث کاهش سرعت برش میشود و به قطعات داخلی آسیب نمیرساند.
پایداری دمایی مزیت دیگر مهم سیستمهای پنوماتیک محسوب میشود. برخلاف موتورهای الکتریکی که در حین کار گرما تولید میکنند، مکانیسمهای پنوماتیک در طول چرخههای برش طولانی نسبتاً سرد باقی میمانند. این ویژگی حرارتی از تخریب تیغه جلوگیری کرده و دقت برش را حتی در دورههای عملیات مداوم حفظ میکند و به همین دلیل سیستمهای چاقوی پنوماتیک را برای محیطهای تولید با حجم بالا ایدهآل میسازد.
زمان پاسخگویی و کنترل دقت در سیستمهای پنوماتیکی به شدت به ثبات تأمین هوای فشرده و کیفیت تنظیم فشار بستگی دارد. نصبهای پنوماتیکی خوب از نظر چاقو میتوانند زمان چرخههایی مشابه سیستمهای الکتریکی داشته باشند و در عین حال قابلیتهای برتری در تنظیم نیرو ارائه دهند. تراکمپذیری ذاتی هوا همچنین اثرات میرایی طبیعی فراهم میکند که میتواند مواد ظریف را از نیروهای برشی بیش از حد محافظت کند.
تحلیل فناوری چاقوی الکتریکی
مکانیزمهای قدرت الکتریکی
سیستمهای برش الکتریکی انرژی الکتریکی را به طور مستقیم از طریق فناوریهای مختلف موتور شامل موتورهای سرو، موتورهای استپر و موتورهای جریان مستقیم بدون جاروبک به حرکت مکانیکی تبدیل میکنند. این سیستمها از طریق سیستمهای بازخورد الکترونیکی و الگوریتمهای کنترل پیشرفته، کنترل دقیق سرعت و دقت موقعیتیابی را فراهم میآورند. چاقوهای الکتریکی معمولاً با سرعتهای بالاتری نسبت به گزینههای پنوماتیکی کار میکنند و بنابراین برای کاربردهایی که نیاز به چرخههای برش سریع دارند بسیار مؤثر هستند.
طراحیهای مدرن قیچیهای برقی شامل الکترونیک کنترل پیشرفتهای هستند که پارامترهای برش را بهصورت زمان واقعی نظارت میکنند. این سیستمها میتوانند بهصورت خودکار سرعت برش، نیرو و موقعیتگذاری را بر اساس بازخورد مقاومت ماده تنظیم کنند و کیفیت یکنواخت برش را در میان ویژگیهای مختلف مواد تضمین کنند. قیچیهای برقی پیشرفته همچنین دارای الگوهای برش قابل برنامهریزی و قابلیت تعویض ابزار بهصورت خودکار برای عملیات تولید پیچیده هستند.
مصرف انرژی در سیستمهای برش برقی نسبتاً ثابت باقی میماند، صرفنظر از بار برش، برخلاف سیستمهای پنوماتیک که مصرف هوا در آنها با الگوهای استفاده تغییر میکند. این ویژگی امکان محاسبه هزینههای عملیاتی قابل پیشبینیتر و مدیریت سادهتر انرژی را در تأسیسات تولیدی که چندین ایستگاه برش بهصورت همزمان کار میکنند، فراهم میکند.
مزایای عملیاتی
قیچیهای برقی در کاربردهایی که نیاز به موقعیتیابی دقیق و الگوهای برش قابل تکرار دارند، عملکرد برجستهای از خود نشان میدهند. سیستمهای کنترل الکترونیکی امکان تنظیمات ریز در پارامترهای برش را فراهم میکنند و این سیستمها را بهویژه برای کاربردهایی که شامل اشکال پیچیده یا الزامات شدید دقت هستند، مناسب میسازند. رابطهای دیجیتال به اپراتورها اجازه میدهند تا دنبالههای پیچیده برش را برنامهریزی کرده و پروفایلهای برش متعددی را برای مواد مختلف یا محصولات .
نیازمندیهای نگهداری سیستمهای برش برقی معمولاً قابل پیشبینیتر و مبتنی بر زمانبندی منظم هستند، در مقایسه با گزینههای پنوماتیک. موتورهای برقی معمولاً نیاز به روغنکاری دورهای یاتاقانها و تعویض جاروبک (در طراحی موتورهای دارای جاروبک) دارند، اما این کارهای نگهداری را میتوان از قبل برنامهریزی کرد بدون آنکه باعث اختلال در برنامههای تولید شوند. عدم وجود سیستمهای هوای فشرده همچنین مشکلات احتمالی ناشی از آلودگی رطوبت و قطعی تأمین هوای فشرده را حذف میکند.
قابلیتهای یکپارچهسازی با سیستمهای مدرن اجرای تولید، مزیت قابل توجهی برای قیچیهای برقی محسوب میشود. این سیستمها میتوانند اطلاعات برش، معیارهای عملکرد و نیازهای نگهداری را مستقیماً به سیستمهای کنترل متمرکز ارسال کنند و این امر امکان نظارت بر تولید در زمان واقعی و زمانبندی نگهداری پیشبینانه را فراهم میآورد.
تحلیل عملکرد مقایسهای
قدرت و سرعت برش
هنگام مقایسه قابلیتهای نیروی برش، سیستمهای چاقوی پنوماتیک معمولاً نسبت به گزینههای برقی، نیروی خروجی بیشتری در واحد وزن تولید میکنند. یک چاقوی پنوماتیک سیستم پنوماتیک معمولی میتواند نیروی برشی در محدوده ۵۰۰ تا ۲۰۰۰ پوند بر اینچ مربع تولید کند، در حالی که عملکرد یکنواختی را در طول چرخه برش حفظ میکند. این مزیت نیرویی باعث میشود سیستمهای پنوماتیک بهویژه در برش مواد ضخیم، کامپوزیتهای متراکم یا کاربردهایی که نیاز به برش تمیز از چندین لایه ماده دارند، بسیار مؤثر باشند.
قیچیهای برقی با استفاده از سرعت برش بالاتر و کنترل دقیقتر دقت، جبران کمبودن خروجی نیرو را انجام میدهند. سیستمهای برقی مدرن قادر به دستیابی به سرعت برش تا 10,000 چرخه در دقیقه هستند، در حالی که دقت موقعیتیابی را در حد 0.001 اینچ حفظ میکنند. این مزیت سرعتی باعث میشود قیچیهای برقی برای کاربردهای تولید با حجم بالا که نیازهای نیروی برش متوسط هستند اما تقاضای عبور و مرور (throughput) قابل توجه است، مناسبتر باشند.
رابطه بین سرعت برش و نیرو در این فناوریها به طور قابل توجهی متفاوت است. سیستمهای پنوماتیکی در سرعتهای متغیر، تقریباً نیروی ثابتی تولید میکنند، در حالی که سیستمهای برقی ممکن است در سرعتهای بالاتر کاهش نیرو را تجربه کنند که بستگی به مشخصات موتور و طراحی سیستم کنترل دارد. درک این منحنیهای عملکرد برای انتخاب فناوری مناسب جهت کاربردهای برش خاص ضروری است.
نکات مربوط به کارایی انرژی
الگوهای مصرف انرژی بین سیستمهای برش پنوماتیک و الکتریکی تفاوت قابل توجهی دارند. سیستمهای پنوماتیکی برای حفظ فشار سیستم به کار مداوم کمپرسور هوا نیاز دارند، حتی در دورههای توقف. با این حال، عملیات برش واقعی مصرف انرژی اضافی اندکی را فراتر از نیازهای پایهای کمپرسور به همراه دارد. این الگوی مصرف باعث میشود سیستمهای پنوماتیکی در کاربردهایی با نرخ استفاده بالا کارآمدتر باشند، اما در دورههای استفاده متناوب کمکارآمدتر عمل کنند.
سیستمهای برش الکتریکی تنها در طول عملیات فعال برش، انرژی مصرف میکنند و از این رو برای کاربردهایی با تقاضای متغیر یا متناوب در برش، کارآمدتر هستند. سیستمهای الکتریکی پیشرفته از ترمزهای بازیاب و درایوهای فرکانس متغیر استفاده میکنند که مصرف انرژی را در فازهای کاهش سرعت بیشتر کاهش میدهند. امکان کنترل دقیق تأمین انرژی همچنین به سیستمهای الکتریکی اجازه میدهد تا مصرف انرژی را بر اساس نیازهای لحظهای برش بهینهسازی کنند.
محاسبات هزینه کل مالکیت باید شامل هزینههای مستقیم انرژی و نیازمندیهای زیرساختی باشد. سیستمهای پنوماتیکی به سیستمهای تولید و توزیع هوای فشرده نیاز دارند، در حالی که سیستمهای الکتریکی ممکن است به روزرسانی زیرساخت برقی برای پوشش تقاضای حداکثری نیرو نیاز داشته باشند. هزینههای بلندمدت انرژی اغلب در کاربردهایی با نرخ استفاده متوسط به نفع سیستمهای الکتریکی است، در حالی که سیستمهای پنوماتیکی ممکن است در محیطهای عملیات مداوم از نظر هزینه مقرونبهصرفهتر باشند.
ملاحظات خاص کاربرد
فاکتورهای سازگاری مواد
ویژگیهای مواد تأثیر قابل توجهی بر انتخاب بین فناوریهای چاقوی پنوماتیکی و برش الکتریکی دارند. مواد متراکم مانند فلزات، سرامیکها و کامپوزیتهای تقویتشده معمولاً از قابلیتهای خروجی نیروی بالای سیستمهای پنوماتیکی بهره میبرند. تحویل نیروی مداوم و ویژگیهای محافظت در برابر بار اضافی، فناوری چاقوی پنوماتیکی را بهویژه مناسب برای برش مواد با ساختار داخلی غیرقابل پیشبینی یا چگالیهای متغیر میکند.
مواد ظریف از جمله فیلمهای نازک، پارچهها و قطعات الکترونیکی دقیق اغلب به کنترل نیروی ظریف و دقت موقعیتیابی که در سیستمهای برش الکتریکی موجود است، نیاز دارند. امکان برنامهریزی پارامترهای برش خاص و حفظ سرعتهای ثابت، باعث میشود دستگاههای برش الکتریکی تغییر شکل مواد را به حداقل برسانند و در کاربردهای حساس، برشهای تمیز و دقیقی ایجاد کنند.
مواد حساس به حرارت چالشهای منحصربهفردی را برای هر دو فناوری برش ایجاد میکنند. سیستمهای پنوماتیکی در حین عملیات برش، حرارت بسیار کمی تولید میکنند و بنابراین برای کاربردهایی که نیاز به اجتناب از آسیب حرارتی دارند، مناسب هستند. سیستمهای الکتریکی ممکن است در مدیریت حرارت به ویژه در چرخههای برش طولانی یا عملیات با سرعت بالا که میتوانند دمای تیغه را بیش از حد افزایش دهند، نیازمند بررسیهای خاصی باشند.
شرایط عملیاتی محیطی
شرایط محیطی عملیاتی تأثیر قابل توجهی بر عملکرد و قابلیت اطمینان هر دو فناوری برش دارد. سیستمهای چاقوی پنوماتیک بهصورت پایدار در محدوده وسیعی از دما عمل میکنند و عموماً نسبت به تغییرات رطوبت کمتر حساس هستند. سادگی مکانیکی سیستمهای پنوماتیک همچنین مقاومت بهتری در برابر گردوغبار، ارتعاش و تداخل الکترومغناطیسی که معمولاً در محیطهای صنعتی یافت میشود، فراهم میکند.
سیستمهای برش الکتریکی برای حفظ عملکرد بهینه به شرایط محیطی کنترلشدهتری نیاز دارند. دماهای حدی میتوانند بر عملکرد موتور و قابلیت اطمینان سیستم کنترل الکترونیکی تأثیر بگذارند. با این حال، سیستمهای الکتریکی مدرن ویژگیهای حفاظت از محیط را در خود گنجاندهاند و در صورت انتخاب و نگهداری مناسب، میتوانند بهطور مؤثر در اکثر محیطهای صنعتی کار کنند.
کاربردهای محیطهای تمیز و استریل اغلب سیستمهای برش الکتریکی را ترجیح میدهند، زیرا این سیستمها فاقد دمای هوای فشرده هستند که ممکن است آلایندهها را وارد کنند. سیستمهای پنوماتیکی را میتوان با فیلتراسیون مناسب هوا و مدیریت خروجی برای محیطهای تمیز تطبیق داد، اما معمولاً سیستمهای الکتریکی نیاز کمتری به تغییرات محیطی در کاربردهای حساس دارند.
تحلیل هزینه و بازگشت سرمایه
نیازمندیهای سرمایهگذاری اولیه
هزینههای اولیه سرمایهگذاری برای سیستمهای چاقوی پنوماتیک معمولاً شامل واحد برش، کمپرسور هوا، لولهکشی توزیع و تجهیزات تنظیم فشار میشود. اگرچه هزینه هر واحد برش پنوماتیکی به تنهایی ممکن است کمتر از سیستمهای الکتریکی مشابه باشد، اما زیرساختهای مورد نیاز میتوانند هزینه کلی نصب را بهطور قابل توجهی افزایش دهند. واحدهایی که فاقد سیستم هوای فشرده موجود هستند، ممکن است برای اجرای فناوری برش پنوماتیک با سرمایهگذاری قابل توجهی در زیرساخت مواجه شوند.
سیستمهای برش الکتریکی معمولاً هزینههای اولیه تجهیزات بالاتری را میطلبد، اما در تسهیلاتی با ظرفیت الکتریکی کافی نیاز به تغییرات اندکی در زیرساختها دارند. سیستمهای الکتریکی پیشرفته که دارای الکترونیک کنترل پیچیده هستند، قیمتهای بالاتری دارند اما قابلیتهای بهبودیافتهای ارائه میدهند که ممکن است هزینه اضافی را از طریق بهبود بهرهوری و کیفیت توجیه کنند.
پیچیدگی نصب و ملاحظات زمانبندی نیز بر هزینه کل پروژه تأثیر میگذارند. سیستمهای پنوماتیکی ممکن است نیازمند دورههای طولانیتری برای نصب سیستم توزیع هوای فشرده و آزمون فشار باشند، در حالی که سیستمهای الکتریکی اغلب میتوانند در بازههای زمانی کوتاهتری نصب شده و مورد بهرهبرداری قرار گیرند. برنامهریزی پروژه باید این تفاوتهای زمانی را هنگام ارزیابی پیامدهای هزینه کلی در نظر بگیرد.
هزینههای عملیاتی بلندمدت
الگوهای هزینه نگهداری به طور قابل توجهی بین فناوریهای برش پنوماتیک و الکتریکی متفاوت است. سیستمهای چاقوی پنوماتیک نیازمند نگهداری منظم سیستم هوا از جمله تعویض فیلتر، تخلیه رطوبت و سرویس کمپرسور هستند. با این حال، خود مکانیزمهای برش معمولاً به دلیل سادگی مکانیکی و ساختار محکم، نیاز به نگهداری حداقلی دارند.
سیستمهای برش الکتریکی نیازمند نگهداری دورهای موتور، بهروزرسانیهای سیستم الکترونیکی و رویههای کالیبراسیون دقیق هستند. اگرچه ممکن است کارهای نگهداری فردی پیچیدهتر باشند، اما ماهیت قابل پیشبینی نگهداری سیستمهای الکتریکی امکان برنامهریزی و زمانبندی بهتر هزینهها را فراهم میکند. قابلیتهای تشخیص پیشرفته در سیستمهای الکتریکی همچنین میتوانند هشدار اولیه درباره مشکلات احتمالی ارائه دهند و هزینههای توقف غیرمنتظره را کاهش دهند.
محاسبات تأثیر بهرهوری باید هم قابلیتهای سرعت برش و هم عوامل قابلیت اطمینان سیستم را در نظر بگیرد. سیستمهای برقی با بهرهوری بالاتر ممکن است هزینههای عملیاتی افزایشیافته را از طریق بهبود ظرفیت تولید توجیه کنند، در حالی که سیستمهای پنوماتیکی ممکن است در کاربردهایی که حداکثر نیروی برش الزام اصلی است، ارزش بهتری ارائه دهند. تحلیل هزینه بلندمدت باید این عوامل بهرهوری را در کنار هزینههای عملیاتی مستقیم ارزیابی کند.
سوالات متداول
مزایای اصلی سیستمهای چاقوی پنوماتیک نسبت به برشگرهای برقی چیست
سیستمهای چاقوی پنوماتیک، خروجی نیروی برش برتر، محافظت عالی در برابر بار اضافه و عملکردی سازگار در محدوده وسیعی از دماها ارائه میدهند. این سیستمها در حین کار گرمای کمی تولید میکنند و بنابراین برای مواد حساس به گرما ایدهآل هستند و از طریق سادگی مکانیکی، مزایای ایمنی ذاتی فراهم میکنند. علاوه بر این، سیستمهای پنوماتیکی اغلب نیاز کمتری به نگهداری خود مکانیسم برش دارند و میتوانند بهطور مؤثر در محیطهای صنعتی سخت عمل کنند.
کدام فناوری برش برای کاربردهای با استفاده متناوب از نظر انرژی کارآمدتر است
سیستمهای برش الکتریکی بهطور کلی برای کاربردهای با استفاده متناوب از نظر انرژی کارآمدتر هستند، زیرا تنها در حین عملیات فعال برش، انرژی مصرف میکنند. سیستمهای پنوماتیکی برای حفظ فشار سیستم حتی در دورههای توقف نیازمند کار مداوم کمپرسور هستند و این امر باعث کاهش کارایی آنها در شرایط استفاده کم میشود. با این حال، سیستمهای پنوماتیکی در محیطهای کاری با استفاده پیوسته و بالا میتوانند کارآمدتر باشند.
هزینههای اولیه سیستمهای برش پنوماتیکی و الکتریکی چگونه با یکدیگر مقایسه میشوند
هزینههای اولیه به طور قابل توجهی بر اساس زیرساختهای موجود تسهیلات متفاوت است. واحدهای برش پنوماتیک ممکن است هزینه تجهیزات کمتری داشته باشند، اما به زیرساخت هوای فشرده نیاز دارند که میتواند هزینه کلی نصب را به طور قابل توجهی افزایش دهد. سیستمهای الکتریکی معمولاً هزینه تجهیزات بالاتری دارند، اما در تسهیلاتی با ظرفیت الکتریکی کافی، نیاز به تغییرات حداقلی در زیرساخت دارند. هزینه کل پروژه باید شامل تمامی نیازهای زیرساختی برای مقایسه دقیق باشد.
چه عواملی باید انتخاب بین فناوریهای برش پنوماتیک و الکتریکی را تعیین کنند
انتخاب باید بر اساس الزامات کاربرد خاص انجام شود که شامل نیروی برش مورد نیاز، انواع مواد، الزامات دقت، شرایط محیط عملیاتی و الگوهای استفاده میشود. سیستمهای پنوماتیکی در کاربردهای با نیروی بالا و با مواد مقاوم عملکرد بهتری دارند، در حالی که سیستمهای الکتریکی دقت و سرعت برتری را برای عملیات برش دقیق فراهم میکنند. هزینههای عملیاتی بلندمدت، قابلیتهای نگهداری و الزامات ادغام با سیستمهای تولید موجود نیز باید در تصمیمگیری انتخاب تأثیرگذار باشند.